Refrentado sencillo g82, 21 ciclos de t o rn eado sencillos – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 232
232
4.21 Ciclos de t
o
rn
eado sencillos
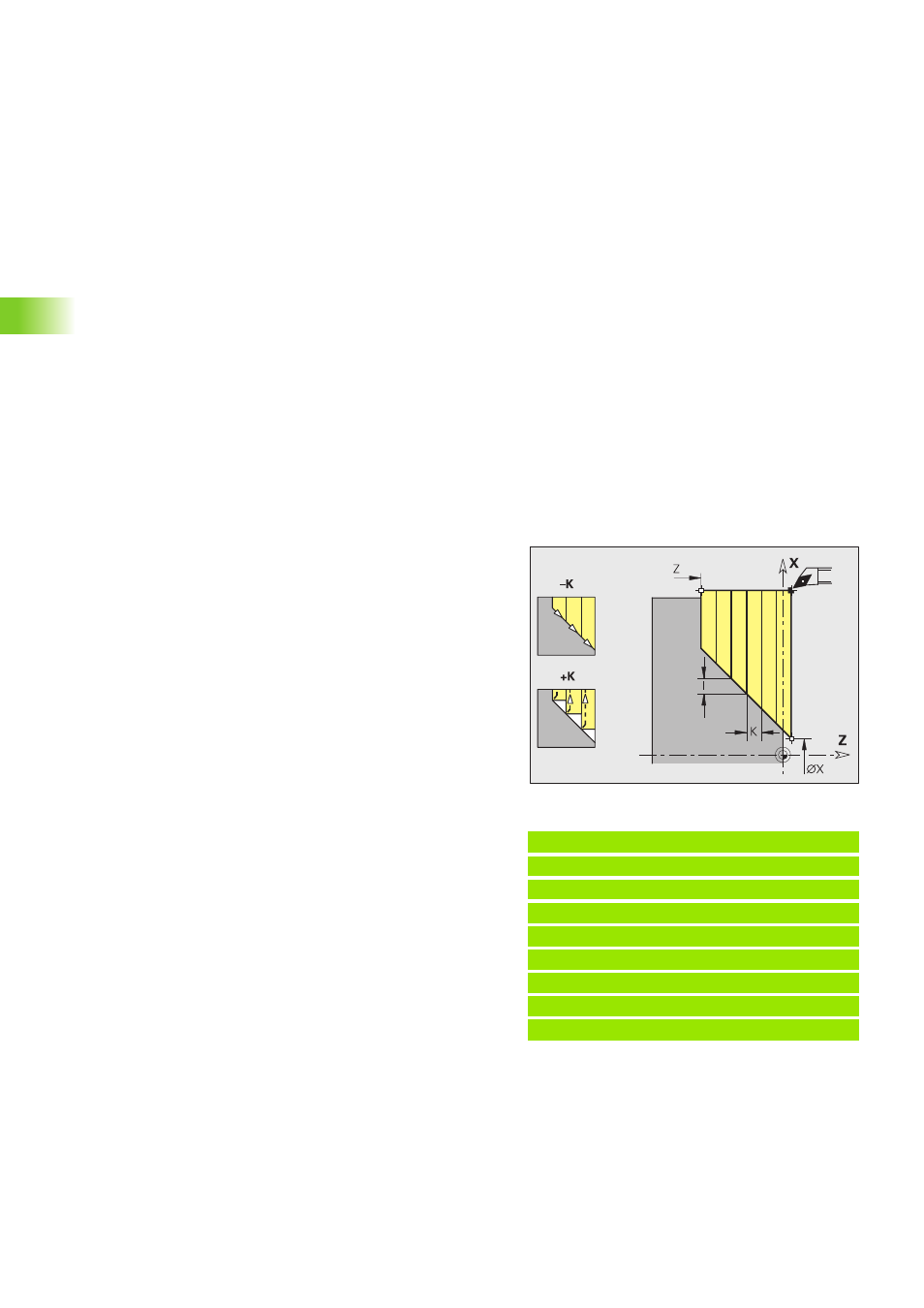
Refrentado sencillo G82
G82 desbasta la zona de contorno descrita por la posición actual de la
herramienta y "X, Z". En una superficie oblicua, el ángulo se define con
I y K.
Desarrollo del ciclo
1
Se calcula la subdivisión del corte.
2
Se alimenta la herramienta desde el punto de partida, en paralelo
a los ejes, para realizar el primer corte.
3
Se desplaza con el avance activo hasta el punto final Z.
4
Dependiendo del "signo I":
I<0: repasa el contorno
I>0: se eleva en 45° a 1 mm
5
Regresa con avance rápido y se alimenta la herramienta para el
corte siguiente.
6
Se repite 3...5, hasta que se alcanza el "punto final X".
7
Se desplaza a:
X: última coordenada de elevación
Z: punto de partida del ciclo
Ejemplo: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Parámetros
X
Punto de destino del contorno (cota del diámetro)
Z
Punto de destino del contorno
I
Decalaje en dirección X (por defecto: 0)
K
Alimentación máxima
K<0: con repaso del contorno
K>0: sin repaso del contorno
Q
Función G Alimentación (por defecto: 0)
0: Alimentación con G0 (avance rápido)
1: Alimentación con G1 (avance activo)