Roscado con macho g73, 23 ciclos de taladr ado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 249
CNC PILOT 4290 de HEIDENHAIN
249
4.23 Ciclos de taladr
ado
Roscado con macho G73
G73 realiza roscados axiales/radiales con herramientas fijas o
motorizadas. G73 se emplea para taladros con descripción del
contorno (taladro individual o patrón de taladros)
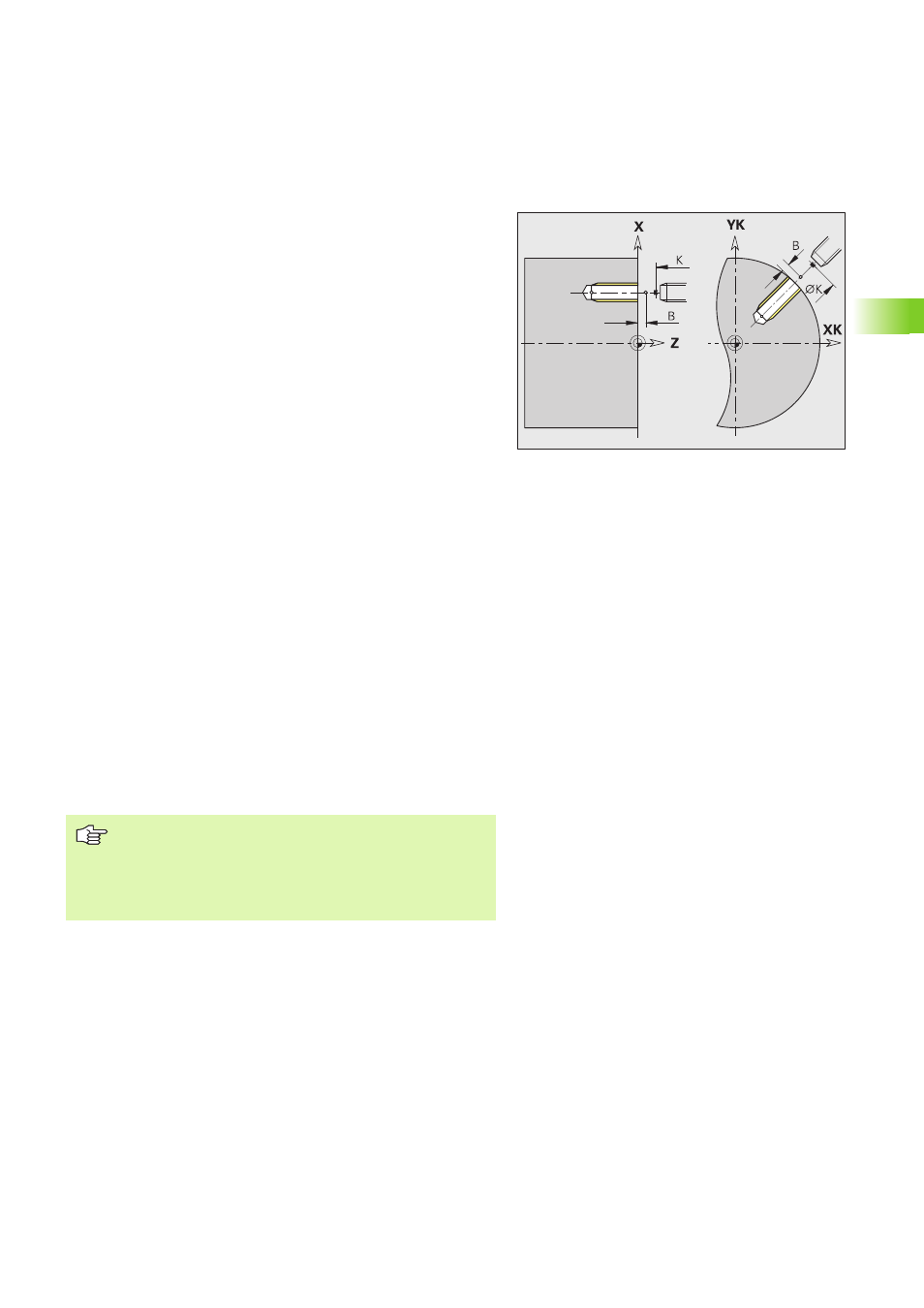
El "punto de partida" se calcula a partir de la distancia de seguridad y la
"longitud de aceleración B".
Longitud de extracción J: utilice este parámetro cuando se utilicen
pinzas de amarre con compensación de longitud. El ciclo calcula un
nuevo paso nominal en base a la profundidad de rosca, el paso
programado y la "longitud de extracción". El paso nominal es algo
menor que el paso del macho de roscar. En la creación de la rosca, la
broca se extrae del mandril de amarre una distancia igual a la "longitud
de extracción". Este procedimiento permite prolongar la vida útil de los
machos de roscar.
Parámetros
NS
Número de bloque del contorno. Referencia al contorno de
taladrado (G49-, G300- o G310-Geo)
B
Longitud de recorrido inicial (por defecto: "longitud de
recorrido inicial de la rosca [GAL]" indicado en el parámetro de
mecanizado 7)
S
Velocidad de retroceso (por defecto: velocidad del roscado
con macho)
K
Plano de retroceso (taladrados radiales, taladrados en el plano
YZ: cota de diámetro) - (por defecto: a la posición de partida o
bien a la distancia de seguridad)
J
Longitud de extracción cuando se utilicen pinzas de amarre
con compensación de longitud (por defecto: 0)
H1
A partir del software versión 625 952-04:
Freno de cabezal (H1 se evalúa si en el parámetro de máquina
1019, ... se ha registrado el freno) - por defecto = 0
0: activar freno de cabezal
1: no activar freno de cabezal
Patrón de taladros: "NS" apunta al contorno de taladrado
y no a la definición del patrón.
La "parada de ciclo" actúa al final de un roscado.
La corrección del avance no está activada.
¡No utilizar el override del cabezal!