HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 230
230
4.20 Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
Reducción automática del avance en biseles/redondeos:
Están programadas la profundidad de rugosidad o el avance con
G95-Geo: no se realiza la reducción automática del avance.
La profundidad de rugosidad o el avance no están programados con
G95: reducción automática del avance; el bisel/redondeo se
mecaniza, como mínimo, con 3 vueltas
En biseles/redondeos, que debido a su tamaño se mecanizan con un
mínimo de 3 revoluciones, no se realiza la reducción automática del
avance.
Reducción del avance en elementos circulares: la corrección del
radio de filo de cuchilla (SRK) realiza, en determinadas condiciones,
una reducción del avance en elementos circulares (Véase
“Compensación del radio de filo de cuchilla y de fresa” en pág. 196).
Esta reducción del avance puede desactivarse con "O".
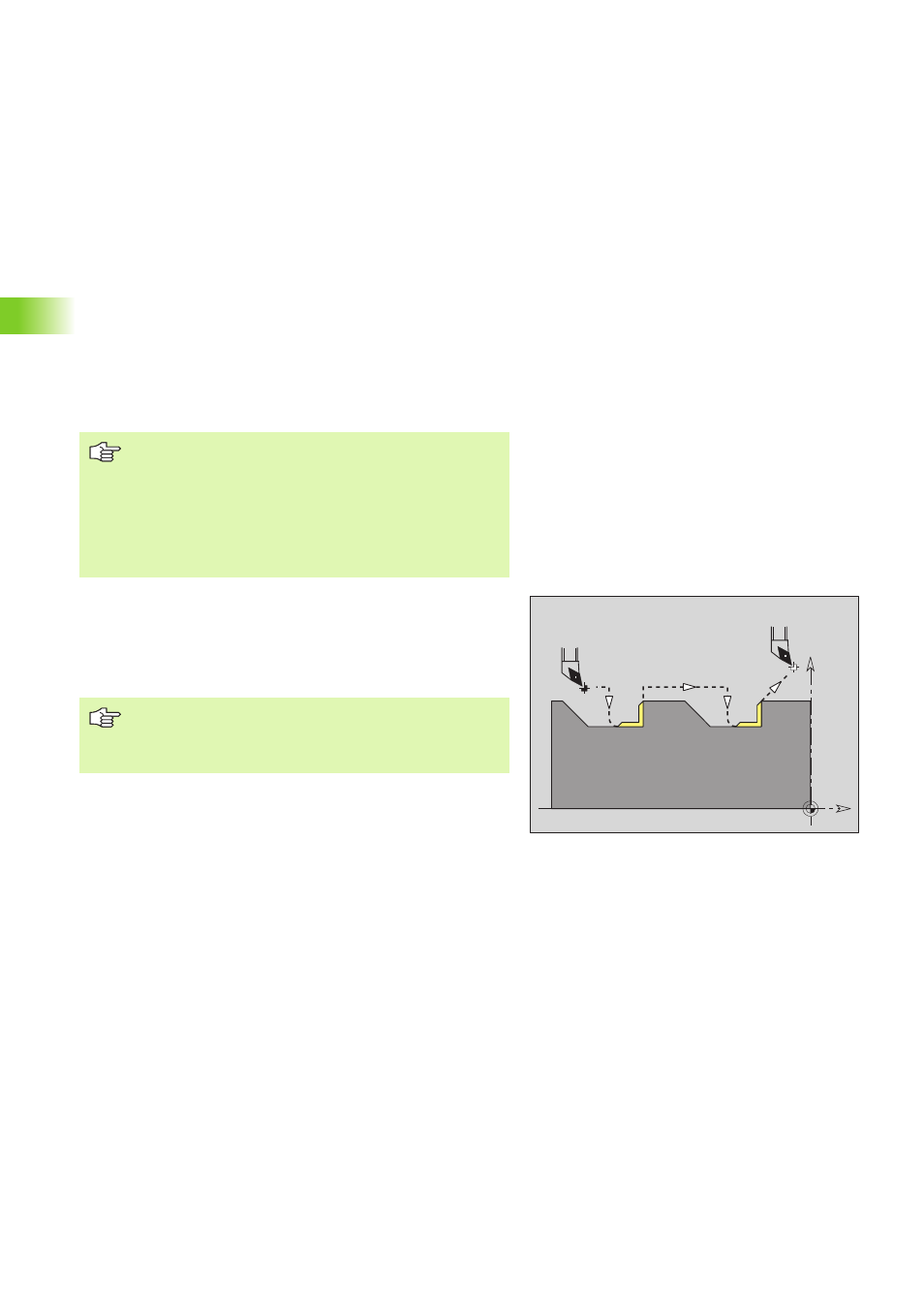
El acabado de material restante se activa con "Q=4" (ejemplo:
perfilado interior de agujeros profundos con herramientas de acabado
en sentido opuesto al de mecanizado). El CNC PILOT ya conoce los
márgenes mecanizados y los ahorra. Cuando "Q=4" no puede influir en
el tipo de aproximación - el ciclo de acabado genera el recorrido de
aproximación.
Una sobremedida G57 "amplía" el contorno (también
los contornos interiores).
Una sobremedida G58
>0: "amplía" el contorno
<0: no se compensa
Las sobremedidas G57/G58 se borran al finalizar el
ciclo.
X
Z
G890 Q4
Durante el acabado restante (G890 - Q4) el CNC PILOT
comprueba si la herramienta puede entrar en el contorno
sin colisionar. El parámetro de herramientas "anchura dn"
es determinante para controlar las colisiones.