2 encabezamiento del programa – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 395
CNC PILOT 4290 de HEIDENHAIN
393
6.2 Encabezamient
o del pr
ogr
ama
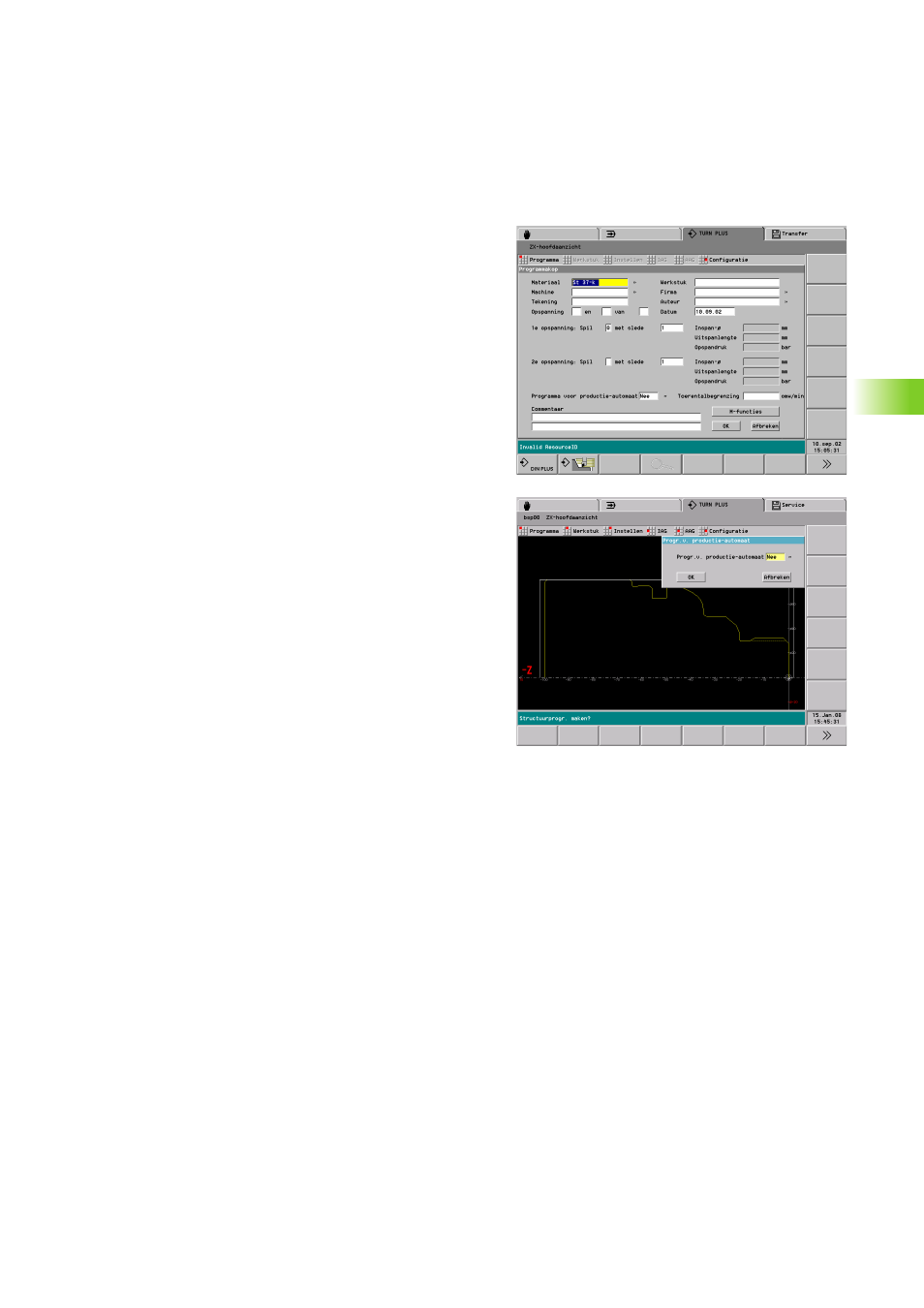
6.2 Encabezamiento del programa
El "ENCABEZAMIENTO DEL PROGRAMA" contiene:
Material: para el cálculo de los valores de corte.
Asignación del husillo al carro para la 1ª sujeción
Asignación de husillo al carro para la 2ª sujeción: en el
mecanizado completo, indicar el husillo y el carro con el cual realiza
la sujeción. En el caso de varios carros, introducir los números de
carro sucesivamente (ejemplo: "12" = $1 y $2).
Limitación de velocidad (SMAX se define en "Parámetro de
mecanizado 2 – Parámetros globales tecnológicos):
Sin introducción: SMAX es la limitación de velocidad
Introducción < SMAX: la introducción es la limitación de velocidad
Introducción > SMAX: SMAX es la limitación de velocidad
Casilla de conmutación "funciones M": se pueden definir hasta
cinco funciones M, que TURN PLUS tiene en cuenta a la hora de
generar el programa NC:
al "principo del mecanizado"
después de un cambio de herramienta (comando T)
al final del mecanizado
Casilla de conmutación "Programa estructurado": si se ajusta
"sí", TURN PLUS genera el programa NC como "programa
estructurado" (condición: la pieza se fabrica en una máquina con
contrahusillo mediante "mecanizado completo"). Para ello se genera
un subprograma interno para cada mecanizado. El programa
principal contiene los comandos generales y las llamadas al
subprograma.
El ajuste de la casilla de conmutación "Programa estructurado"
también puede modificarse en la ventana de diálogo "Programa
estructurado". Esta ventana de diálogo se llama con "Pieza > Programa
estructurado".
En la función "Preparar" TURN PLUS calcula los siguientes datos del
encabezamiento del programa (Véase “Sujeción en el lado del husillo”
en pág. 483).
Diámetro de sujeción
Longitud de voladizo
Pres. sujec.
Las demás casillas contienen informaciones sobre la organización
e informaciones de ajuste, que no influyen en la ejecución del
programa.
Las informaciones del encabezamiento del programa se identifican en
el programa DIN con "#".