Ficheros turn plus, Gestión del programa turn plus, 1 el modo de funcionamient o turn plus – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 393
CNC PILOT 4290 de HEIDENHAIN
391
6.1 El modo de funcionamient
o
TURN PLUS
También se pueden emplear resultados parciales y continuar
procesándolos en DIN PLUS (ejemplo: definir el contorno con TURN
PLUS y programar el mecanizado en DIN PLUS). O se optimiza el
programa DIN PLUS generado en TURN PLUS.
Ficheros TURN PLUS
TURN PLUS ofrece directorios separados para:
Programas completos (descripción del bloque de la pieza en bruto y
de la pieza acabada y plan de trabajo)
Descripciones de la pieza (piezas en bruto y piezas acabadas)
Descripciones del bloque de la pieza en bruto
Descripciones de la pieza acabada
Trazados individuales del contorno
Asignación propias del revólver TURN PLUS
Esta estructura se puede emplear en su organización. Ejemplo: con
una descripción de la pieza se generan diferentes planes de trabajo.
Gestión del programa TURN PLUS
Ejecutar de nuevo el programa:
U
Seleccionar "Programa > Nuevo". TURN PLUS abre la ventana de
diálogo "Programa nuevo".
U
Introducir nombre del programa y seleccionar material.
U
Confirmar la casilla "Encabezamiento de programa: TURN PLUS
cambia a la edición del encabezamiento del programa.
U
Realizar la edición del encabezamiento de programa y cerrar la
ventana de diálogo. TURN PLUS ejecuta el nuevo programa.
U
Definir pieza en bruto y pieza acabada.
U
Generar el plan de trabajo.
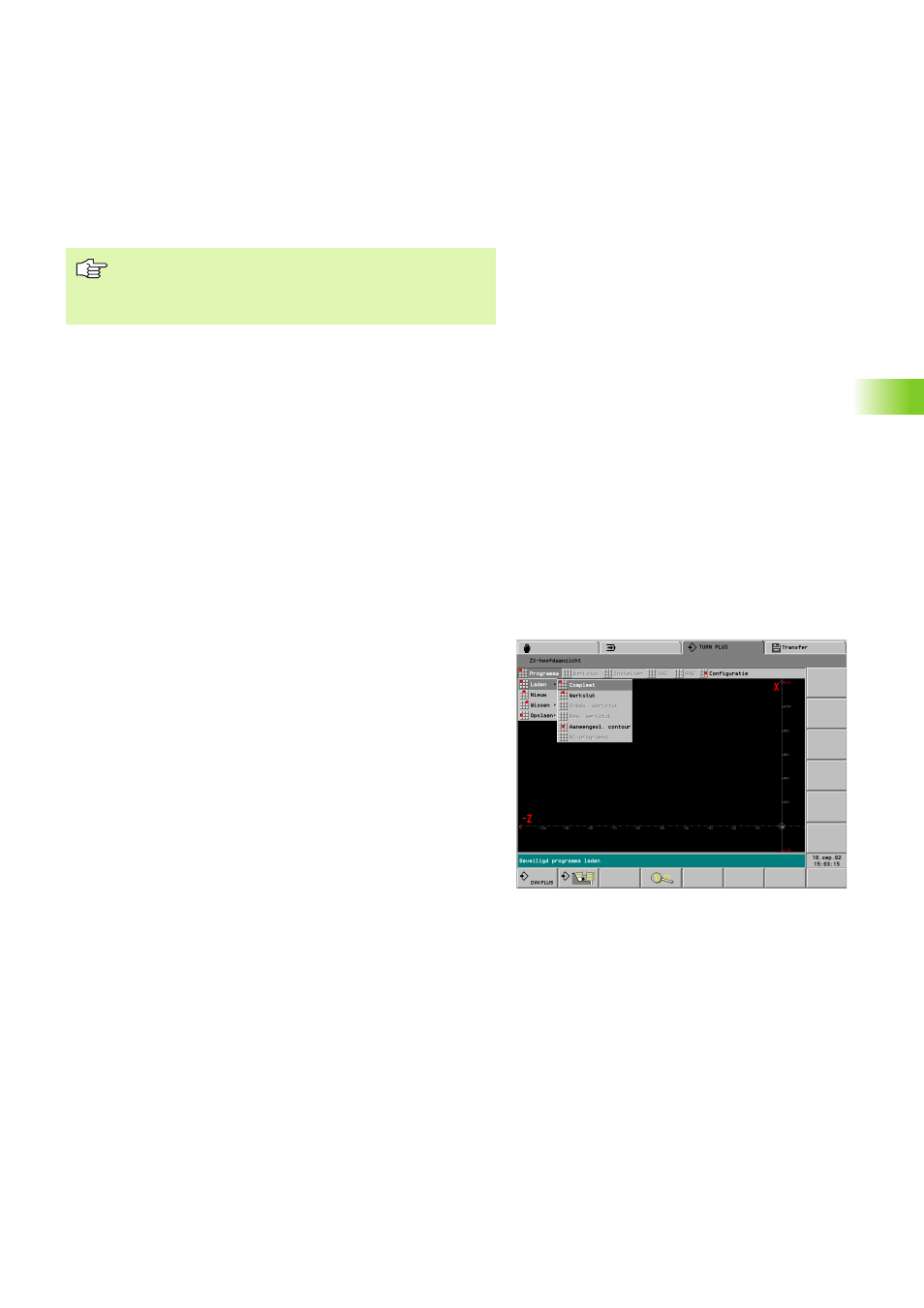
Cargar programa:
U
Seleccionar "Programa > Cargar > Completo (o pieza, ..)". TURN
PLUS visualiza los ficheros.
U
Seleccionar fichero y cargarlo. TURN PLUS visualiza el contorno o
contornos cargados y los dispone para su mecanizado.
La elaboración del plan de trabajo emplea los datos del
banco de datos de herramientas, medios de sujeción y
tecnológicos. Presten atención a que la descripción de la
herramienta sea correcta.