5 - acabar, 6 p a rámetr os de mecanizado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 598
596
7.
6 P
a
rámetr
os de mecanizado
5 - Acabar
Acabado - estándar de herramienta
TURN PLUS selecciona las herramientas dependiendo del lugar de
mecanizado y de la dirección de mecanizado principal (HBR) en base
al ángulo de ajuste y de la punta.
Además se tiene:
Preferiblemente se emplean herramientas de acabado estándares.
Si la herramienta de acabado estándar no puede mecanizar los
elementos de forma giros libres (forma FD) y entalladuras (forma E,
F, G), se omiten sucesivamente los elementos de formas. TURN
PLUS intenta mecanizar el "contorno restante" de forma interactiva.
Los elementos de forma omitidos se mecanizan después
individualemente con una herramienta adecuada.
Factor de reducción de la profundidad de corte [SRF]
En los procesos de desbaste con herramientas que no se
utilizan en la dirección de mecanizado principal, se reduce el
avance (profundidad de corte).
Aproximación (P) para ciclos de desbaste (G810, G820):
P = ZT * SRF
(ZT: aproximación determinada en el banco de datos
tecnológico)
Ciclos de mecanizado
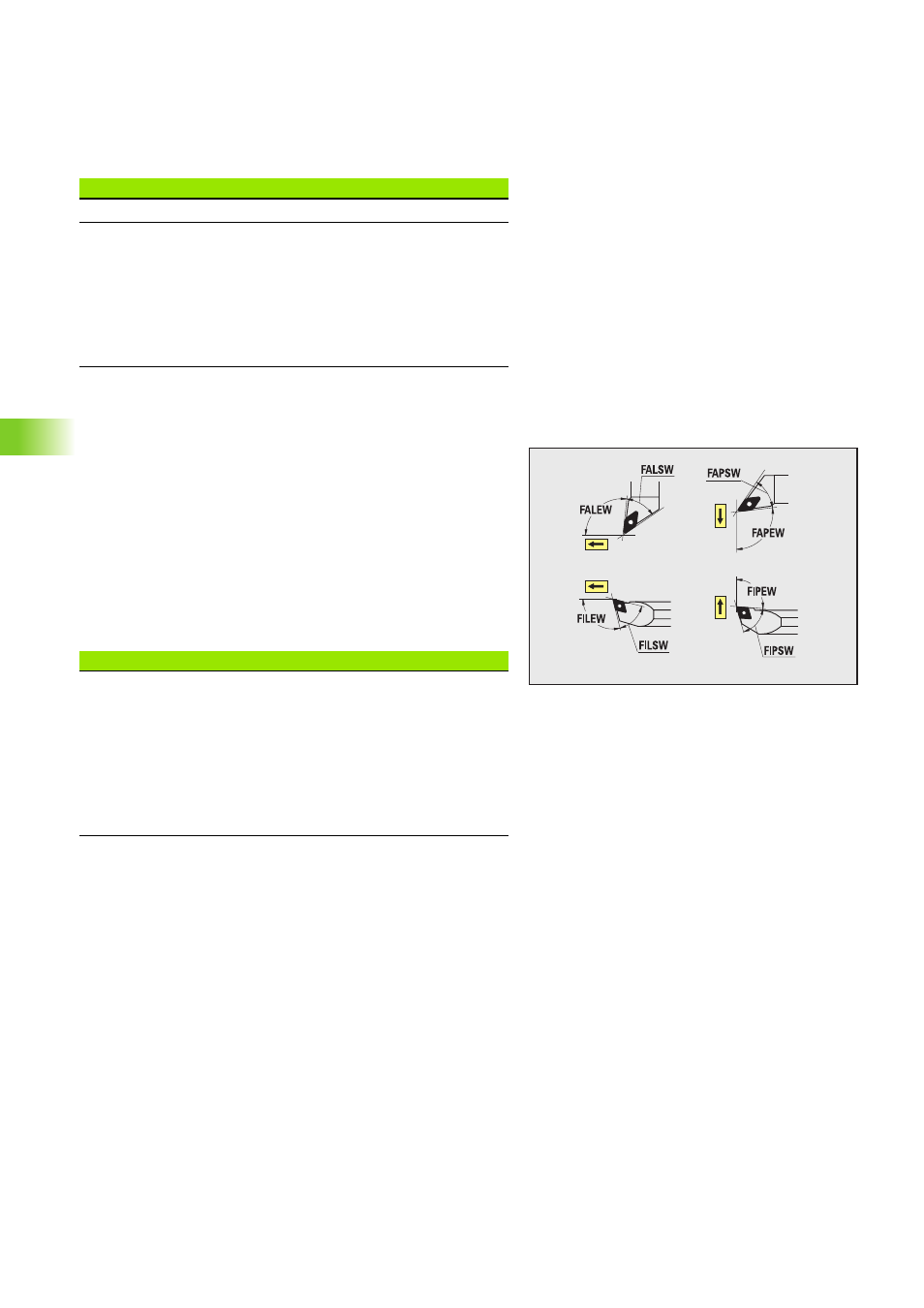
Estándar de herramienta
Ángulo de ajuste - exterior/longitudinal [FALEW]
Ángulo de la punta - exterior/longitudinal [FALSW]
Ángulo de ajuste - exterior/plano [FAPEW]
Ángulo de la punta - exterior/plano [FAPSW]
Ángulo de ajuste - interior/longitudinal [FILEW]
Ángulo de la punta - interior/longitudinal [FILSW]
Ángulo de ajuste - interior/plano [FIPEW]
Ángulo de la punta - interior/plano [FIPSW]