Fresado de cajeras, acabado g846, 27 ciclos de fr esado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 276
276
4.27 Ciclos de fr
esado
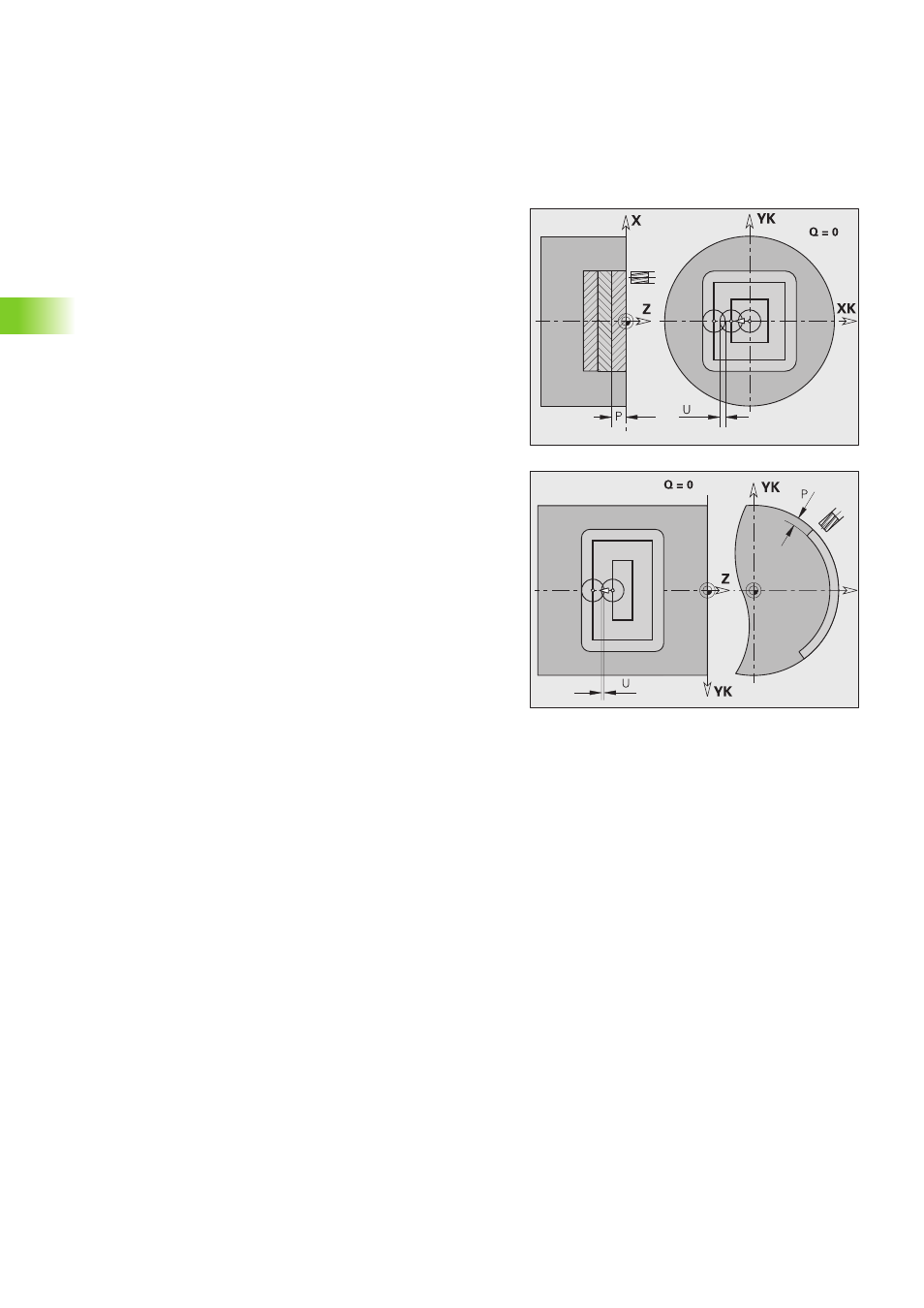
Fresado de cajeras, acabado G846
La dirección de fresado se modifica con la "dirección de desarrollo del
fresado H", la "dirección del mecanizado Q" y el sentido de giro de la
fresa (véase la siguiente tabla).
Parámetros - Acabado
NS
Número de frase - referencia a la descripción del contorno
P
Profundidad de fresado (máxima) (aproximación en el plano
de fresado)
R
Radio del arco de entrada/salida (por defecto: 0)
R=0: La aproximación al elemento de contorno se realiza
directamente. La alimentación tiene lugar en el punto de
aproximación por encima del plano de fresado y a
continuación se realiza la alimentación vertical en
profundidad.
R>0: La fresa recorre un arco de entrada/salida con
transición tangencial al elemento de contorno.
U
Factor de solapamiento (mínimo). Establece el solapamiento
de las trayectorias de fresado (por defecto: 0,5).
Solapamiento = U*diámetro de fresa
H
Dirección de desarrollo del fresado (por defecto: 0)
H=0: En contra del avance
H=1: A favor del avance
F
Avance de alimentación en profundidad (por defecto: avance
activo)
E
Avance reducido para elementos circulares (por defecto:
avance actual)
J
Plano de retroceso (por defecto: vuelta a la posición de
partida)
Superficie frontal o posterior: posición de retroceso en
dirección Z
Superficie lateral: posición de retroceso en dirección X (cota
de diámetro)
Q
Dirección de mecanizado (por defecto: 0)
Q=0: de dentro hacia fuera
Q=1: de fuera hacia dentro
O
Comportamiento de profundización (por defecto: 0)
O=0 - profundización vertical: el ciclo se desplaza al punto
inicial, profundiza y acaba la cajera.
Q=1 – arco de entrada con profundidad de aproximación: en
el plano de fresado superior el ciclo se ajusta para el plano
y entonces se aproxima al arco de entrada. En el plano de
fresado más bajo, la fresa profundiza al desplazar el arco de
entrada hasta la profundidad de fresado (arco de entrada en
tres dimensiones). Sólo se puede utilizar esta estrategia de
profundización en combinación con un arco de entrada "R".
La condición previa es el mecanizado de fuera hacia dentro
(Q=1).