Desbaste transversal g820 – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 215
CNC PILOT 4290 de HEIDENHAIN
215
4.20 Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
Aplicación como ciclo para 4 ejes
Mismo diámetro: ambos carros empiezan simultáneamente.
Diámetros diferentes:
El "carro guiado" empieza cuando el carro que guía alcanza el
"avance B". Esta sincronización se repite en cada corte.
Cada carro se aproxima según la profundidad de corte
determinada.
Cuando los carros son impares el "carro que guía" realiza el último
corte.
Con una "velocidad de corte constante" ésta depende del carro
que guía.
La herramienta que guía espera a la siguiente herramienta para
realizar el movimiento de retroceso.
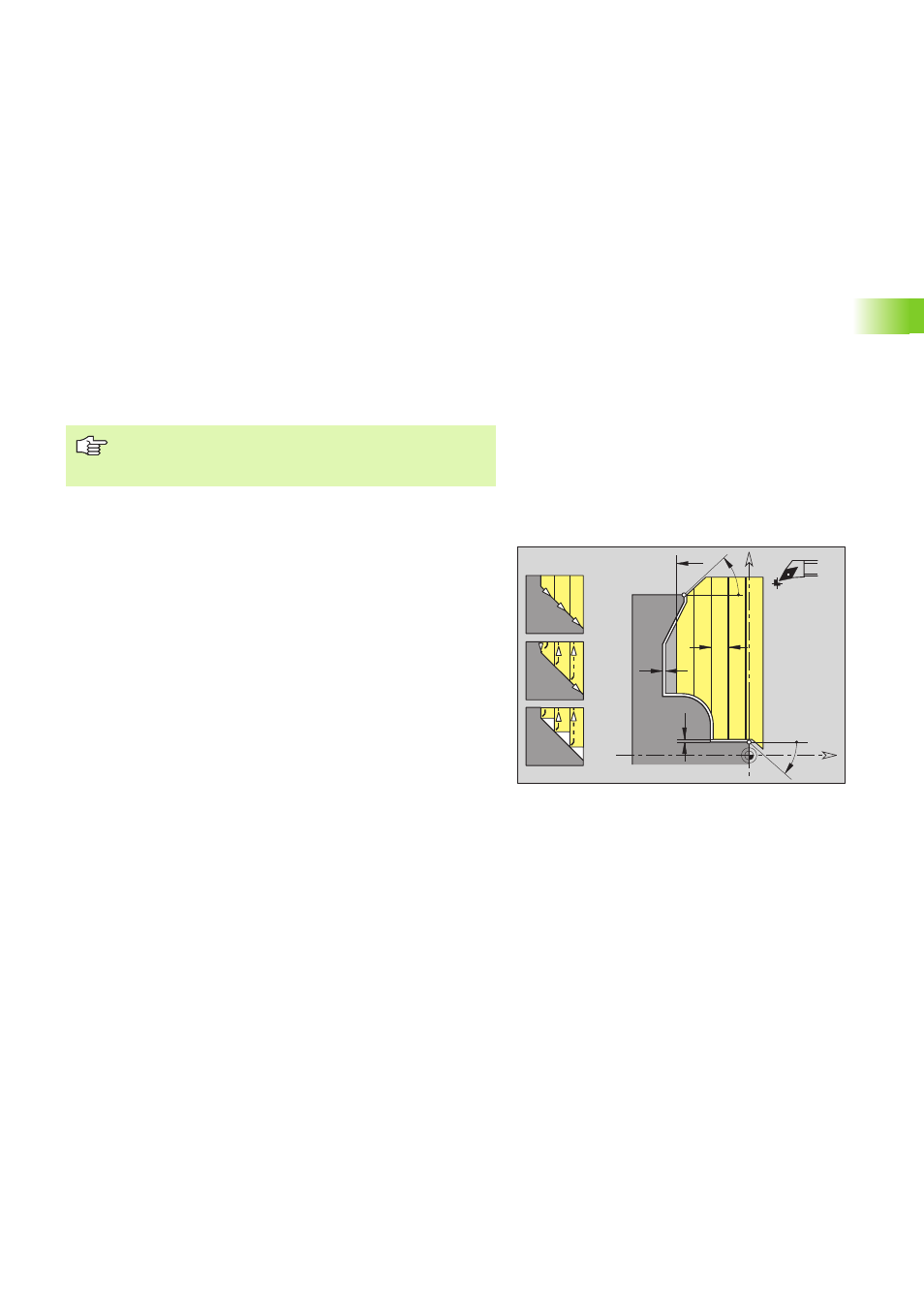
Desbaste transversal G820
G820 desbasta la zona de contorno descrita por "NS, NE" desde "NS
hacia NE". En su caso, la superficie a desbastar se subdivide en varias
áreas (ejemplo: en los fondos del contorno).
En los ciclos de 4 ejes debe prestarse atención a que las
herramientas sean idénticas (tipo de herramienta, radio del
filo, ángulo del filo, etc.).
0
2
H
1
X
Z
A
W
P
K
Z
I
Ø
Parámetros
NS
Número de bloque inicial (comienzo del segmento de
contorno)
NE
Número de bloque final (final del segmento de contorno)
NE sin programar: el elemento de contorno NC se mecaniza
en la dirección de definición del contorno.
NS=NE programado: el elemento de contorno NS se
mecaniza en dirección opuesta a la de definición del
contorno.
P
Alimentación máxima
I
Sobremedida en dirección X (cota de diámetro) - (por defecto: 0)
K
Sobremedida en dirección Z (por defecto: 0)
E
Comportamiento en penetración
E=0: no mecanizar los contornos descendentes
E>0: Avance de penetración
Ningún dato: reducción del avance en función del ángulo de
penetración – máx. 50%
X
Limitación del corte en dirección X (cota de diámetro) - (por
defecto: no se limita el corte)
Z
Limitación del corte en dirección Z (por defecto: no se limita el
corte)