HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 292
292
4.28 Asignación, sincr
o
nización, tr
ansf
er
encia de pieza
Programación:
Programar G917 y G1 en una frase
Programar G1 ..de la siguiente forma:
en el "control de tronzado": recorrido > 0,5 mm (a fin de posibilitar
un resultado de control)
en la verificación de un "tronzado sin rebaba": recorrido < anchura
de la herramienta de tronzar
Resultado en la variable V300
0: la pieza no se ha tronzado correctamente/con rebaba (se
detecta el error de arrastre)
1: la pieza se ha tronzado correctamente/sin rebaba (se detecta el
error de arrastre)
G917 genera un "stop de interpretación"
Control de tronzado mediante supervisión del
husillo G991
G991 comprueba el proceso de tronzado verificando la diferencia de
revoluciones de los dos husillos. Primero se unen los husillos entre sí
por la pieza "en arrastre de fuerza". Si se tronza la pieza, giran los
husillos independientemente entre si. La diferencia de revoluciones y
el tiempo de supervisión se determinan en MP 808, 858, ..., pero
pueden modificarse con G992.
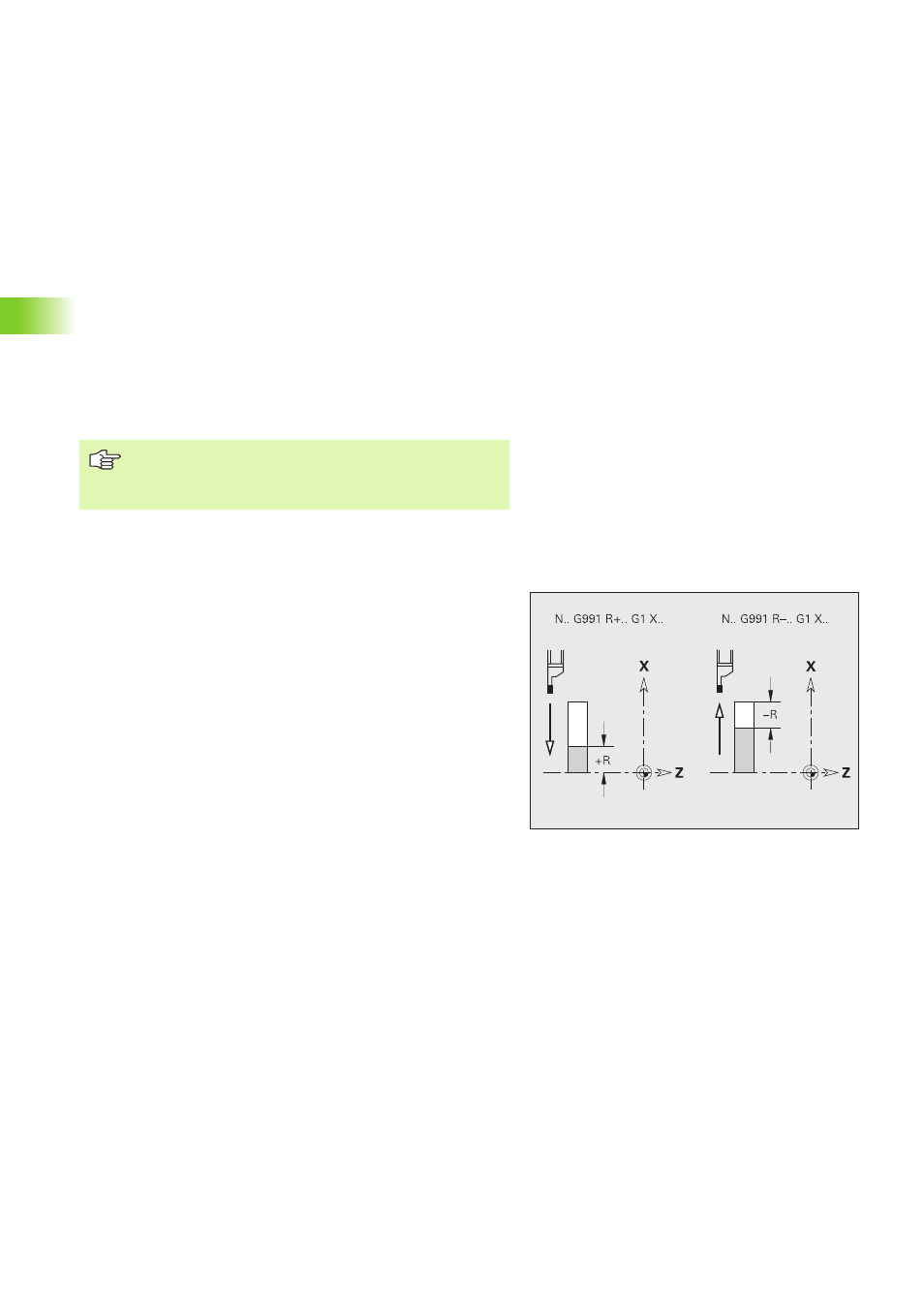
En "R" se define el recorrido a controlar y se determina, si se
supervisan el recorrido de tronzado poco antes de la separación o el
trayecto de regreso (véase figura).
El CNC PILOT escribe el resultado del control de tronzado en la
variable V300. G991 genera un "stop de interpretación".
A partir del software versión 625 952-04:
La supervisión del error de arrastre sólo se realiza después
de la fase de aceleración.
Parámetros
R
Trayecto de retroceso (valor del radio)
Sin introducción: se verifica (una vez) la diferencia de
velocidades de los cabezales en marcha síncrona
R>0: supervisión del "recorrido de tronzado restante"
R<0: supervisión del "recorrido de retroceso". La
supervisión comienza al incio del "recorrido de retroceso"
y finaliza en el "recorrido de retroceso - R".