Tipo de mecanizado de acabado, Véase “tipo de mecanizado de acabado” en pág. 523) – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 525
CNC PILOT 4290 de HEIDENHAIN
523
6.14 Gener
a
ción int
e
ra
ctiv
a del plan de tr
abajo (GIPT)
Tipo de mecanizado de acabado
En la GIPT se dispone de los siguientes acabados (submenú
"Acabado").
Acabado con el ciclo G890:
Mecanizado contorno
Mecanizado de contorno restante
Desbarbar acabado (Herram. neutral)
Acabado mediante funciones especiales:
Torneado de ajuste: Véase “Acabado - giro de ajuste” en
pág. 526
Tallado libre: Véase “Acabado - tallado libre” en pág. 526
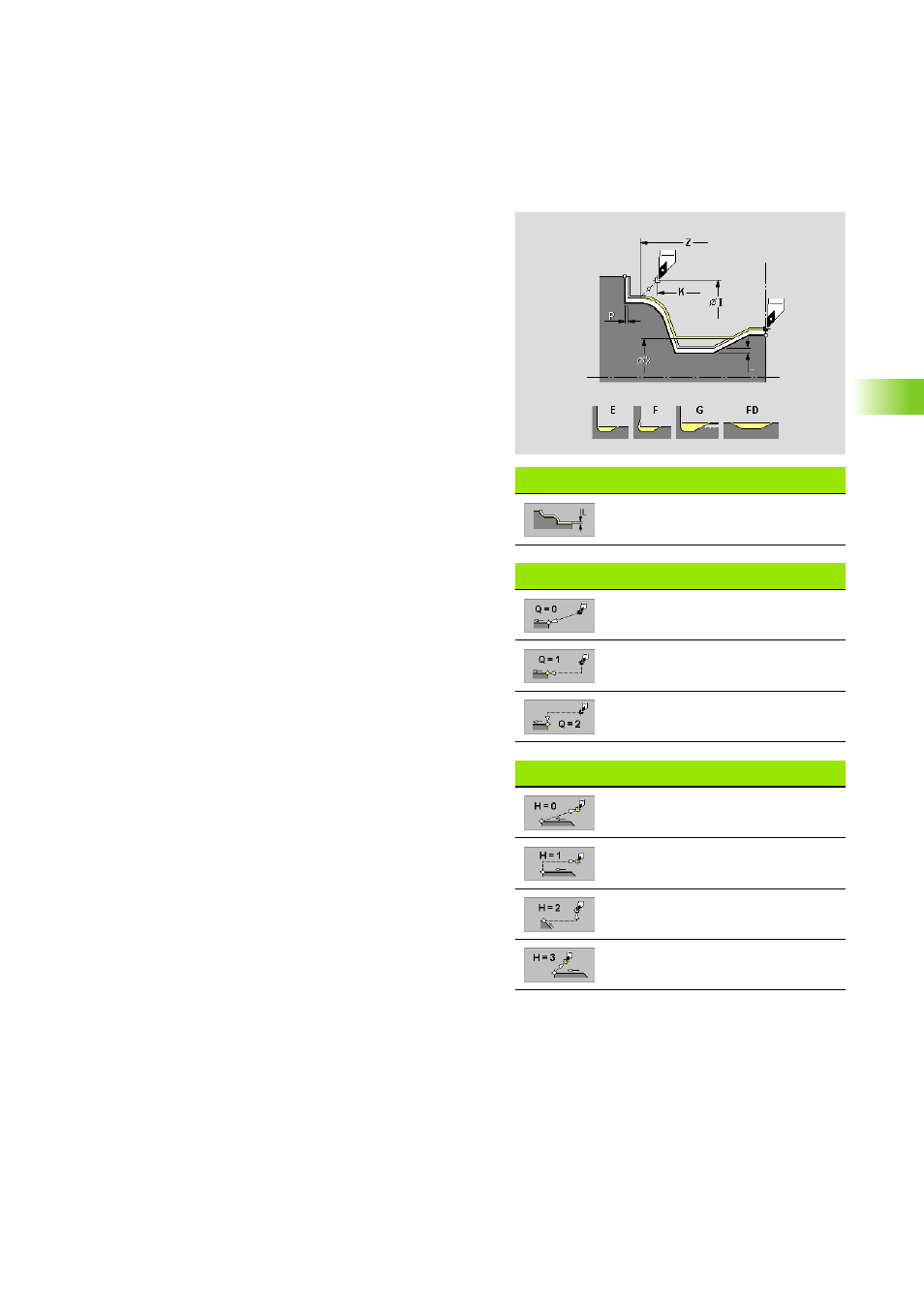
Softkeys
Sobremedida longitudinal/ constante
Softkeys "Taladrado inicial"
Selección automática del tipo de
desplazamiento
primero dirección X, luego Z
primero dirección Z, después X
Softkeys "Desplazamiento libre"
diagonal a la posición de
desplazamiento
primero dirección X, luego Z
primero dirección Z, después X
elevar a la distancia de seguridad
Parámetros
X
Límite de corte
Z
Límite de corte
L
Depende del ajuste de la softkey:
Sobremedida longitudinal
Sobremedida constante (genera "sobremedida G58 antes del
ciclo)
P
Sobremedida plano
Profundizar (mecanizar los contornos descendientes) ?
Sí
No
E
Avance de profundización reducido en contornos
descendientes
Aproximación
Sí: ajustar el "tipo de desplazamiento Q" mediante softkey
No (Q=3): herramienta en la proximidad del punto de
arranque
Q
Tipo de desplazamiento (ver la tabla de softkeys)
Q=0: la GIPT comprueba:
Desplazamiento diagonal
Primero dirección X, después Z
Equidistante al obstáculo
Omitir el primer elemento del contorno cuando la posición
de partida no esté accesible
Q=1: primero dirección X, luego Z
Q=2: primero dirección Z, luego X
Retirar la hta.
Sí: ajustar el "desplazamiento libre H" mediante softkey
No (H=4): la herramienta permanece en la coordenada final