Especificaciones del ciclo – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 501
CNC PILOT 4290 de HEIDENHAIN
499
6.14 Gener
a
ción int
e
ra
ctiv
a del plan de tr
abajo (GIPT)
Especificaciones del ciclo
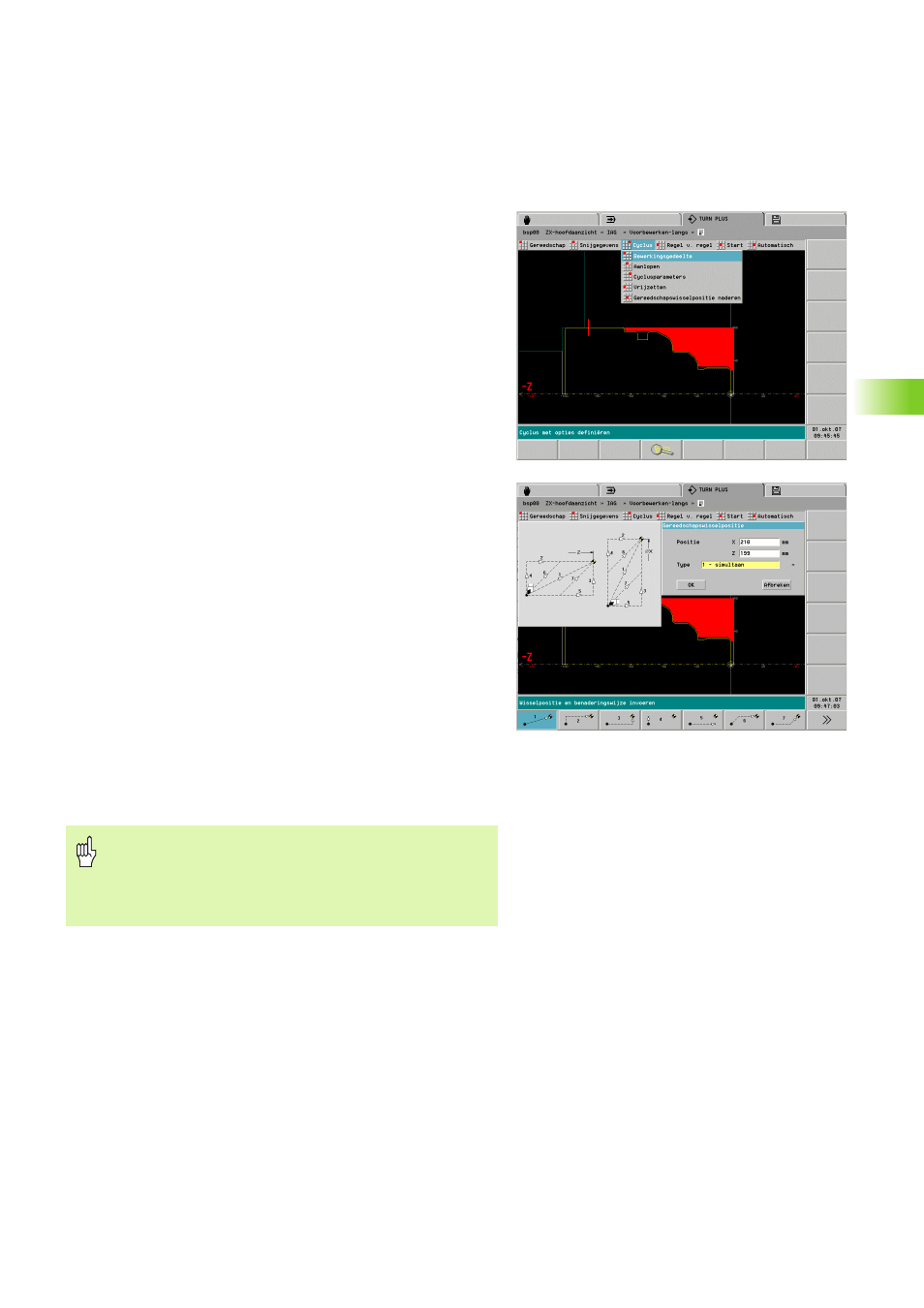
Definir en el submenú "Ciclo" los parámetros del ciclo y las estrategias
de salida y llegada:
Campo de mecanizado: determinar el campo a virutar y la dirección
de mecanizado mediante la selección del campo.
Selección mediante softkey: el orden de la selección determina la
dirección del mecanizado.
Selección mediante Touchpad - botón izquierdo del ratón:
dirección del mecanizado en la dirección de elaboración del
contorno.
Selección mediante Touchpad - botón derecho del ratón: dirección
del mecanizado en la dirección opuesta de elaboración del
contorno.
Salida: antes de llamar al ciclo, la herramienta se desplaza en
avance rápido desde la posición actual a la posición inicial. Los ciclos
de taladrado y roscado no contienen "aproximación". Con
"aproximación" se coloca la herramienta en la posición deseada.
Parámetros de ciclo: TURN PLUS propone parámetros de ciclo.
Comprobar/optimizar los parámetros.
Desplazamiento: la herramienta se desplaza en avance rápido a la
posición de desplazamiento una vez finalizado el ciclo.
Desplazamiento al punto de cambio de la herramienta: la
herramienta se desplaza a la posición de cambio una vez finalizado
el ciclo o bien el "desplazamiento". En "Tipo de desplazamiento al
punto de cambio de la herramienta [WP]" (parámetro de mecanizado
2) se determina que posición debe desplazarse y el tipo de
desplazamiento:
WP=1: la posición indicada en la ventana de diálogo "Punto de
cambio de la herramienta" se aproxima con G0. TURN PLUS
introduce la posición de cambio de la herramienta como valores
propuestos.
WP=2: TURN PLUS genera un G14. La posición indicada en la
ventana de diálogo "Punto de cambio de la herramienta" no tiene
significado.
WP=3: TURN PLUS calcula la posición de cambio en base a las
herramientas existentes en el revólver.
¡Atención: Peligro de colisión!
Puesto que muchas veces al generar un bloque de trabajo
no se conocen todas las herramientas, en la GIPT no
debería utilizarse el ajuste "WP=3" (parámetro de
mecanizado 2).