Desbaste paralelo al contorno g830 – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 218
218
4.20 Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
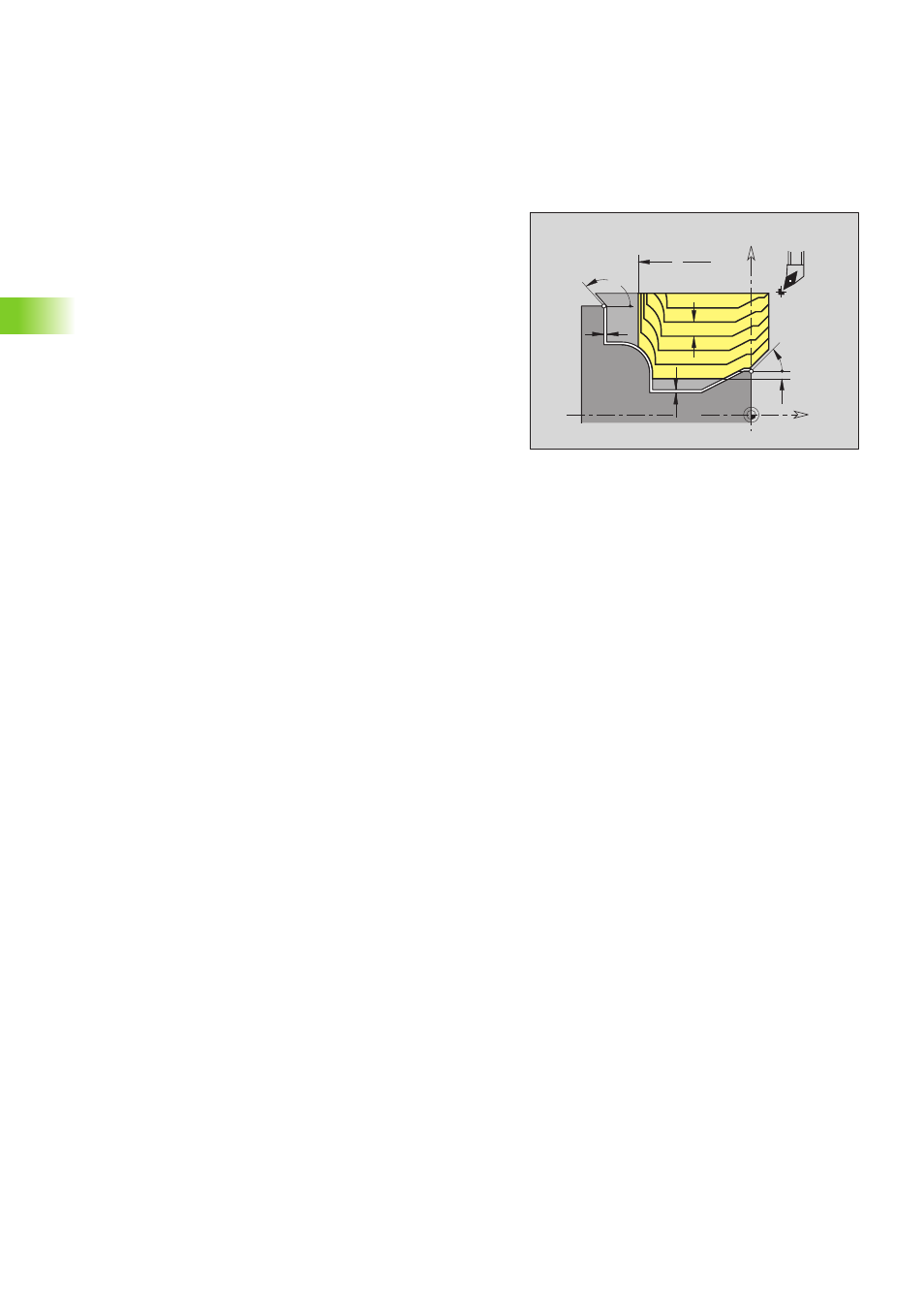
Desbaste paralelo al contorno G830
G830 desbasta la zona de contorno descrita por "NS, NE" en paralelo
al contorno desde "NS hacia NE". En su caso, la superficie a desbastar
se subdivide en varias áreas (ejemplo: en los fondos del contorno).
W
A
K
P
Z
X
Z
I
Ø
X
Ø
Parámetros
NS
Número de bloque inicial (comienzo del segmento de
contorno)
NE
Número de bloque final (final del segmento de contorno)
NE sin programar: el elemento de contorno NC se mecaniza
en la dirección de definición del contorno.
NS=NE programado: el elemento de contorno NS se
mecaniza en dirección opuesta a la de definición del
contorno.
P
Alimentación máxima
I
Sobremedida en dirección X (cota de diámetro) - (por defecto: 0)
K
Sobremedida en dirección Z (por defecto: 0)
X
Limitación del corte en dirección X (cota de diámetro) - (por
defecto: no se limita el corte)
Z
Limitación del corte en dirección Z (por defecto: no se limita
el corte)
A
Ángulo de aproximación (referencia: eje Z) - (por defecto: 0°/
180°; paralelo al eje Z)
W
Ángulo de alejamiento (referencia: eje Z) - (por defecto: 90°/
270°; perpendicular al eje Z)
Q
Tipo de retirada al finalizar el ciclo (por defecto: 0)
Q=0: volver al punto de partida (primero en dirección X,
luego en Z)
Q=1: se posiciona antes del contorno acabado
Q=2: se retira a la distancia de seguridad y se detiene
V
Identificación Comienzo/Final (por defecto: 0)
Se mecaniza un bisel/redondeo:
V=0: al principio y al final
V=1: al principio
V=2: al final
V=3: sin mecanizado
V=4: se mecaniza el bisel/redondeo - no el elemento básico
(condición previa: segmento de contorno con un elemento)