Programación del mecanizado completo, 39 mecanizado complet o – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 345
CNC PILOT 4290 de HEIDENHAIN
345
4.39 Mecanizado complet
o
Programación del mecanizado completo
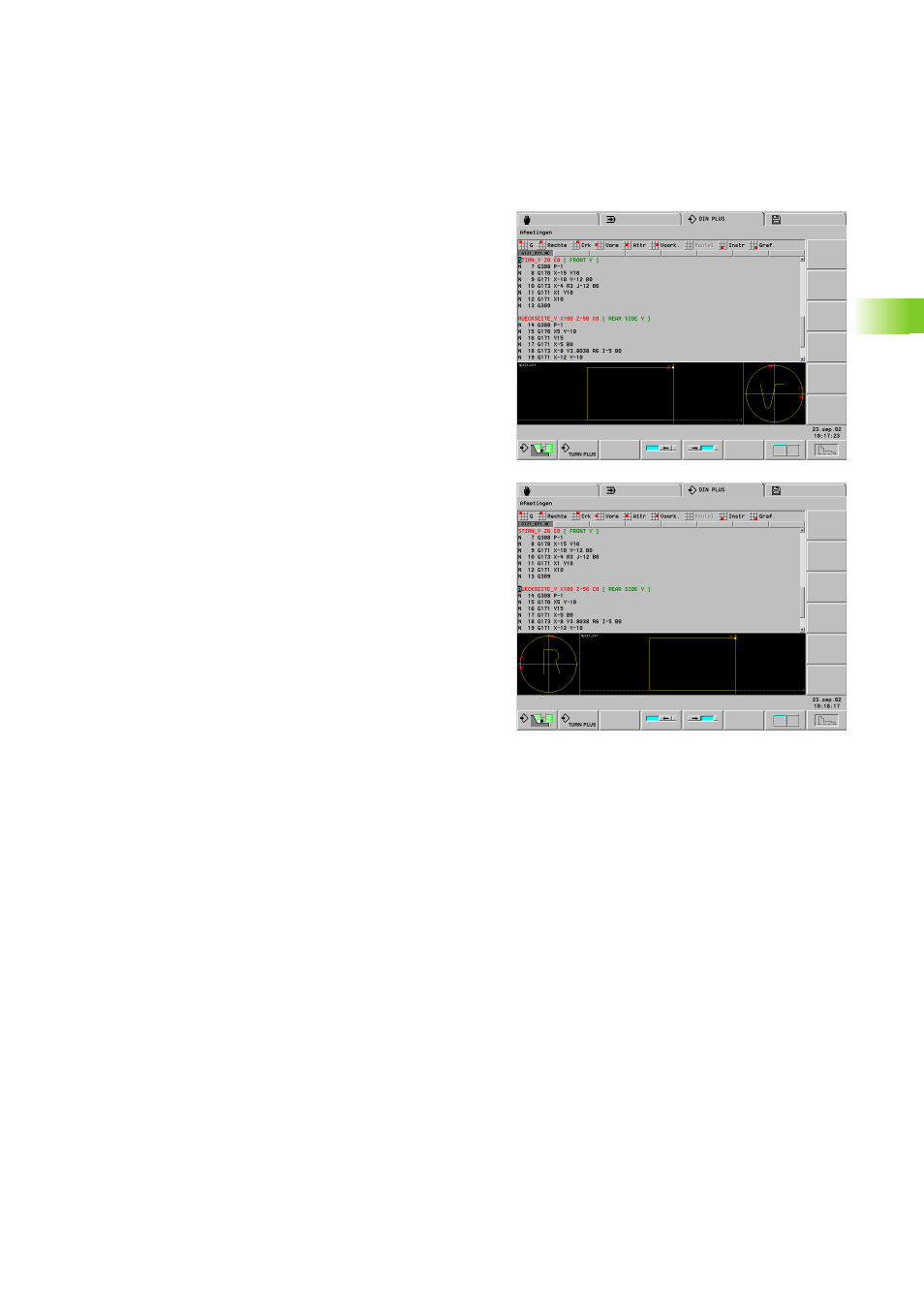
En la programación de contornos en la parte posterior, deben tenerse
en cuenta la orientación del eje XK (o bien eje X) y el sentido de giro
de los arcos de círculo.
Mientras se utilicen ciclos de taladrado y fresado, no es necesario
tener en cuenta nada especial para el mecanizado en la parte posterior,
ya que los ciclos se refieren a contornos definidos anteriormente.
En el mecanizado posterior con los comandos básicos G100..G103
son válidas las mismas condiciones que para los contornos de la parte
posterior.
Torneado: los programas expertos para reajustar la pieza, contienen
funciones de conversión y de espejo. En el mecanizado de la parte
posterior (2ª sujeción) se tiene:
Dirección +: partiendo de la pieza
Dirección -: hacia la pieza
G2/G12: arcos de círculo "en sentido horario"
G3/G13: Arcos de círculo en "sentido antihorario"
Trabajar sin programas expertos
En el caso de que no se utilicen las funciones de conversión y espejo,
es válido el principio:
Dirección +: desde el cabezal principal
Dirección -: hacia el cabezal principal
G2/G12: arcos de círculo "en sentido horario"
G3/G13: arcos de círculo en "sentido antihorario"