Profundización g86, 21 ciclos de t o rn eado sencillos – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 236
236
4.21 Ciclos de t
o
rn
eado sencillos
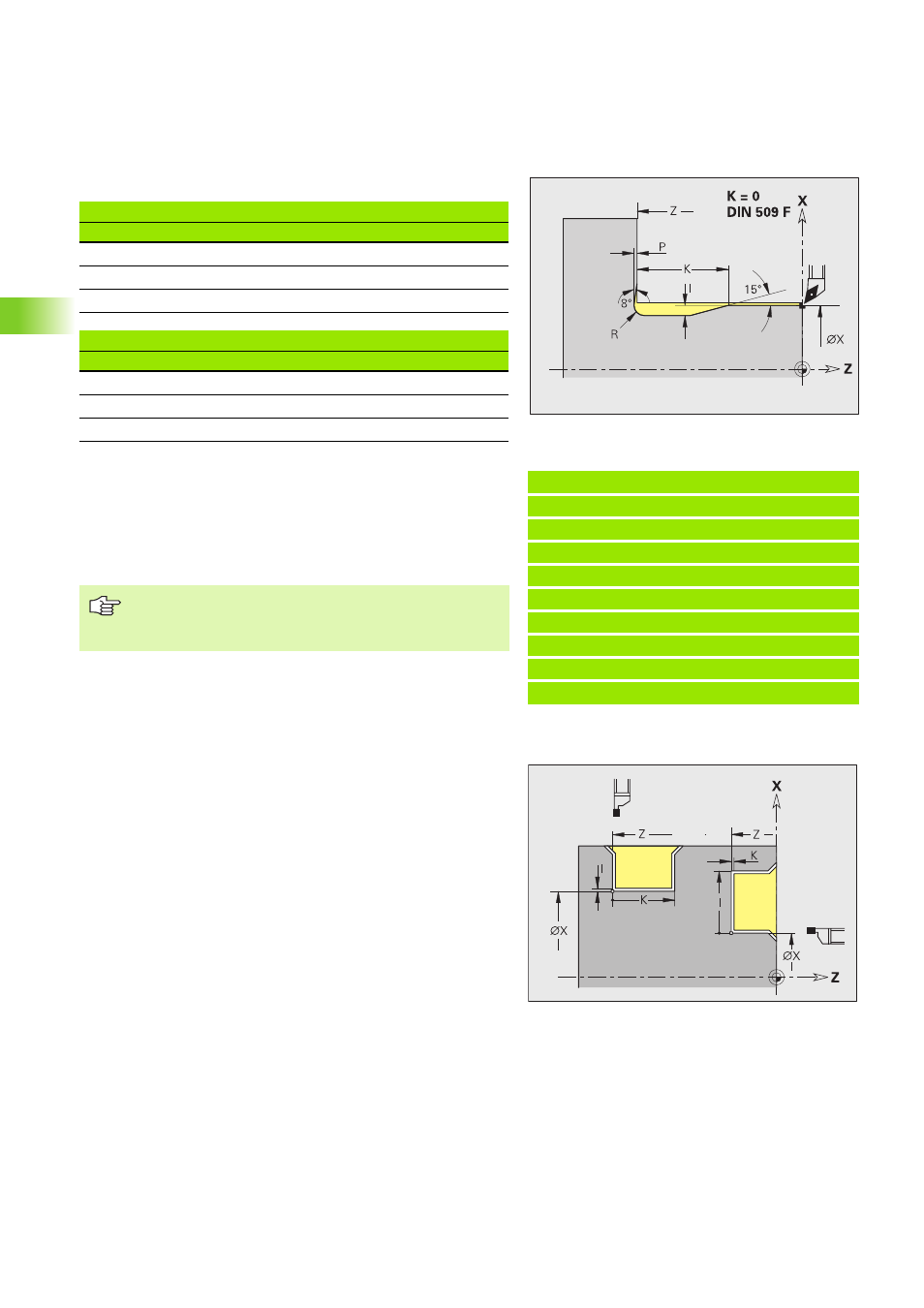
I = Profundidad de entalladura
K = Anchura de la entalladura
R = Radio de entalladura
P = Profundidad transversal
Ángulo de entalladura en la entalladura DIN 509 E y F: 15°
Ángulo transversal en la entalladura DIN 509 F: 8°
Profundización G86
G86 realiza profundizaciones radiales y axiales sencillas con biseles. El
CNC PILOT calcula la penetración radial/axial o interior/exterior en
base al parámetro "posición de la herramienta".
Ejemplo: G85
. . .
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X62 Z2
N3 G85 X60 Z-30 I0.3
N4 G1 X80
N5 G85 X80 Z-40 K0
N6 G1 X100
N7 G85 X100 Z-60 I1.2 K6 E0.11
N8 G1 X110
. . .
Parámetros en la entalladura DIN 509 E
Diámetro
I
K
R
<= 18
0,25
2
0,6
> 18 – 80
0,35
2,5
0,6
> 80
0,45
4
1
Parámetros en la entalladura DIN 509 F
Diámetro
I
K
R
P
<= 18
0,25
2
0,6
0,1
> 18 – 80
0,35
2,5
0,6
0,2
> 80
0,45
4
1
0,3
La corrección del radio de filo de cuchilla no se
ejecuta.
Las sobremedidas no se compensan.
Parámetros
X
Punto de la esquina en el fondo (cota de diámetro)
Z
Punto de la esquina en el fondo
I
Profundización radial: sobremedida
I>0: sobremedida (preprofundización y acabado)
I=0: no hay acabado
Profundización axial: anchura de profundización
I>0: anchura de profundización
Sin datos: anchura de profundización = anchura de
herramienta