Paralelo al contorno con herramienta neutral g835 – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 220
220
4.20 Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
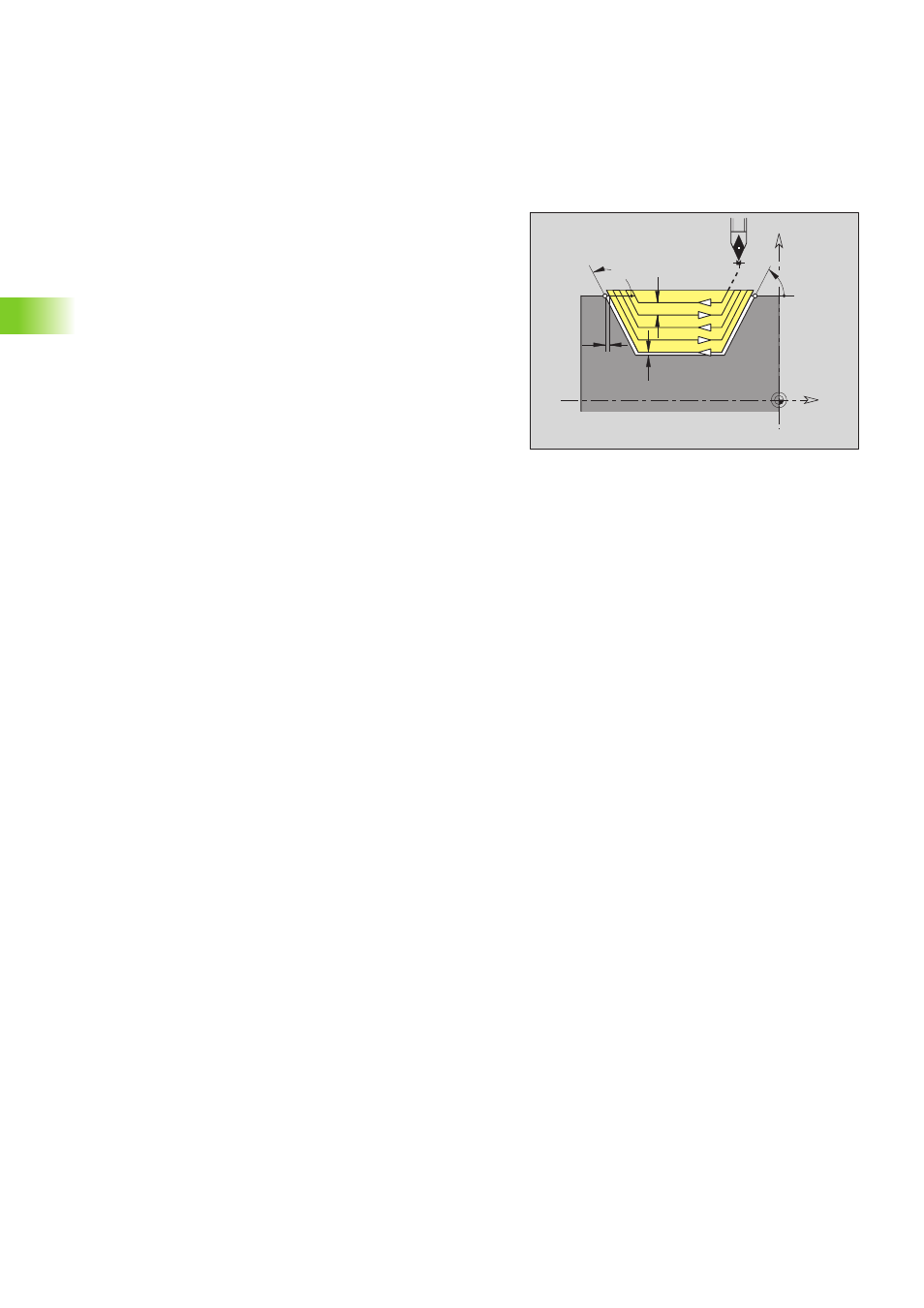
Paralelo al contorno con herramienta neutral G835
G835 desbasta en paralelo al contorno y en sentido bidireccional la
zona de contorno descrita por "NS, NE". En su caso, la superficie a
desbastar se subdivide en varias áreas (ejemplo: en los fondos del
contorno).
X
Z
K
P
W
A
I
Ø
Parámetros
NS
Número de bloque inicial (comienzo del segmento de
contorno)
NE
Número de bloque final (final del segmento de contorno)
NE sin programar: el elemento de contorno NC se mecaniza
en la dirección de definición del contorno.
NS=NE programado: el elemento de contorno NS se
mecaniza en dirección opuesta a la de definición del
contorno.
P
Alimentación máxima
I
Sobremedida en dirección X (cota de diámetro) - (por defecto: 0)
K
Sobremedida en dirección Z (por defecto: 0)
X
Limitación del corte en dirección X (cota de diámetro) - (por
defecto: no se limita el corte)
Z
Limitación del corte en dirección Z (por defecto: no se limita
el corte)
A
Ángulo de aproximación (referencia: eje Z) - (por defecto: 0°/
180°; paralelo al eje Z)
W
Ángulo de alejamiento (referencia: eje Z) - (por defecto: 90°/
270°; perpendicular al eje Z)
Q
Tipo de retirada al finalizar el ciclo (por defecto: 0)
Q=0: volver al punto de partida (primero en dirección X,
luego en Z)
Q=1: se posiciona antes del contorno acabado
Q=2: se retira a la distancia de seguridad y se detiene
V
Identificación Comienzo/Final (por defecto: 0)
Se mecaniza un bisel/redondeo:
V=0: al principio y al final
V=1: al principio
V=2: al final
V=3: sin mecanizado
V=4: se mecaniza el bisel/redondeo - no el elemento básico
(condición previa: segmento de contorno con un elemento)