27 ciclos de fr esado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 264
264
4.27 Ciclos de fr
esado
Se programan "D" y "V" para mecanizar partes de una figura.
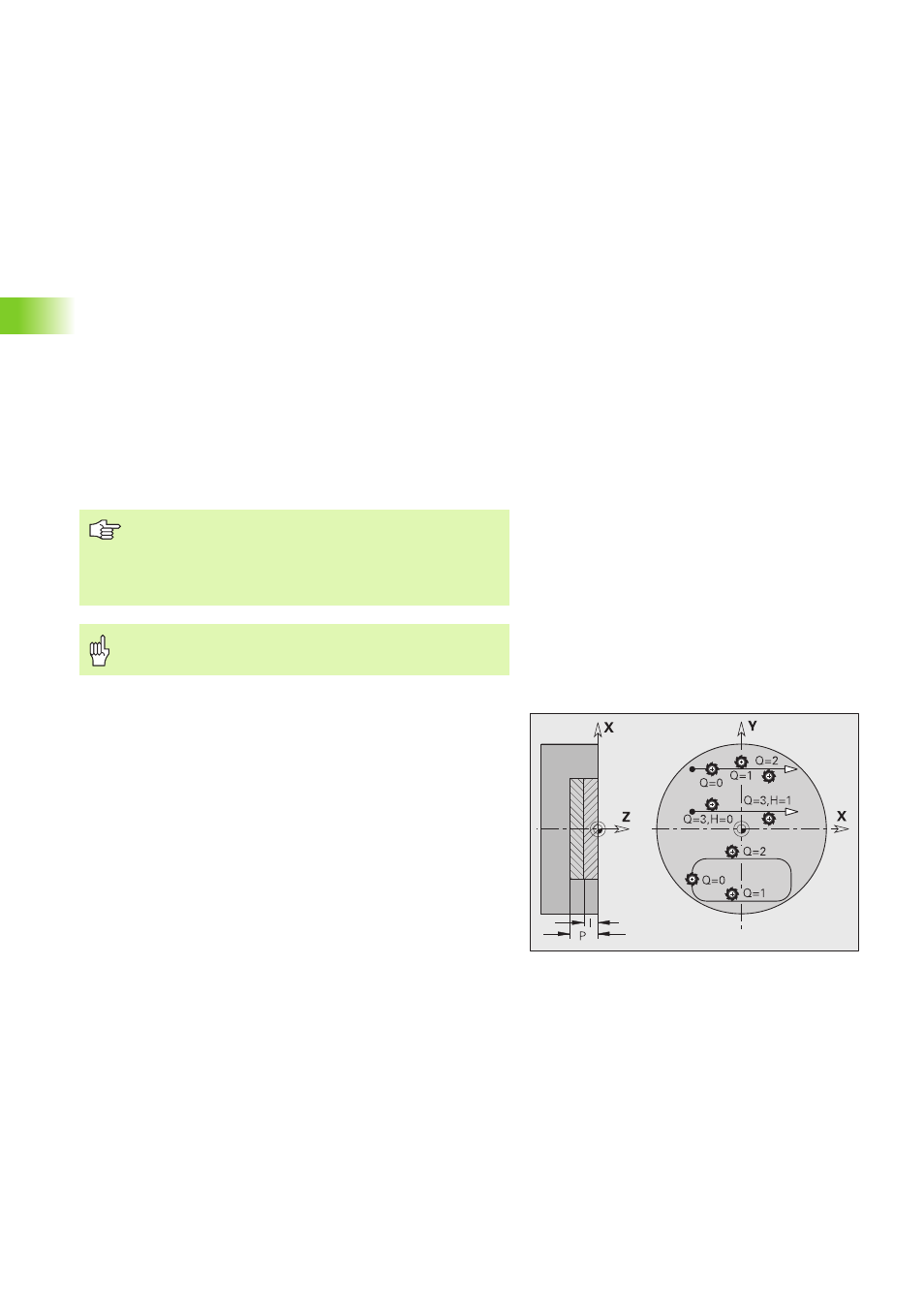
G840 – Fresado
La dirección de fresado y la compensación del radio de la fresa (FRK)
se determinan con el "tipo de ciclo Q", la "dirección de fresado H" y el
sentido de giro de la fresa (véase tabla). Programar sólo los parámetros
indicados en la siguiente tabla.
Ver también:
G840 – Nociones básicas: Página 262
G840 – calcular posiciones de pretaladrado: Página 263
D
Inicio del número del elemento en figuras auxiliares
La dirección de descripción del contorno en figuras es en
"sentido antihorario". El primer elemento de contorno en
figuras:
Ranura circular: el arco de círculo más grande
Círculo completo: el semicírculo superior
Rectángulos, polígonos y ranura lineal: el "ángulo de
posición" muestra el primer elemento del contorno.
V
Final del número del elemento en figuras auxiliares
A
Ejecución "calcular posiciones de pretaladrado": A=1
NF
Marca de posición - Referencia, desde la que el ciclo guarda
las posiciones de pretaladrado [1..127].
WB
Diámetro del mecanizado posterior - diámetro de la fresa
El ciclo tiene en cuenta el diámetro de la herramienta
activa al calcular las posiciones de pretaladrado. Por ello
cambiar el taladro antes de llamar a "G840 A1 ..".
Programar sobremedidas al calcular posiciones de
pretaladrado y al fresar.
El G840 sobreescribe posiciones de pretaladrado, que aún
están memorizadas bajo la referencia "NF".
Parámetro – calcular posiciones de pretaladrado