Ciclo de roscado g31, Véase “ciclo de roscado g31” en pág. 240). g3, 22 ciclos de r o scado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 240
240
4.22 Ciclos de r
o
scado
Ciclo de roscado G31
G31 crea roscas sencillas, concatenadas y de varias entradas definidas
con G24-, G34- o G37-Geo. El CNC PILOT reconoce en base a la
definición de la herramienta si se trata de un roscado interior o
exterior.
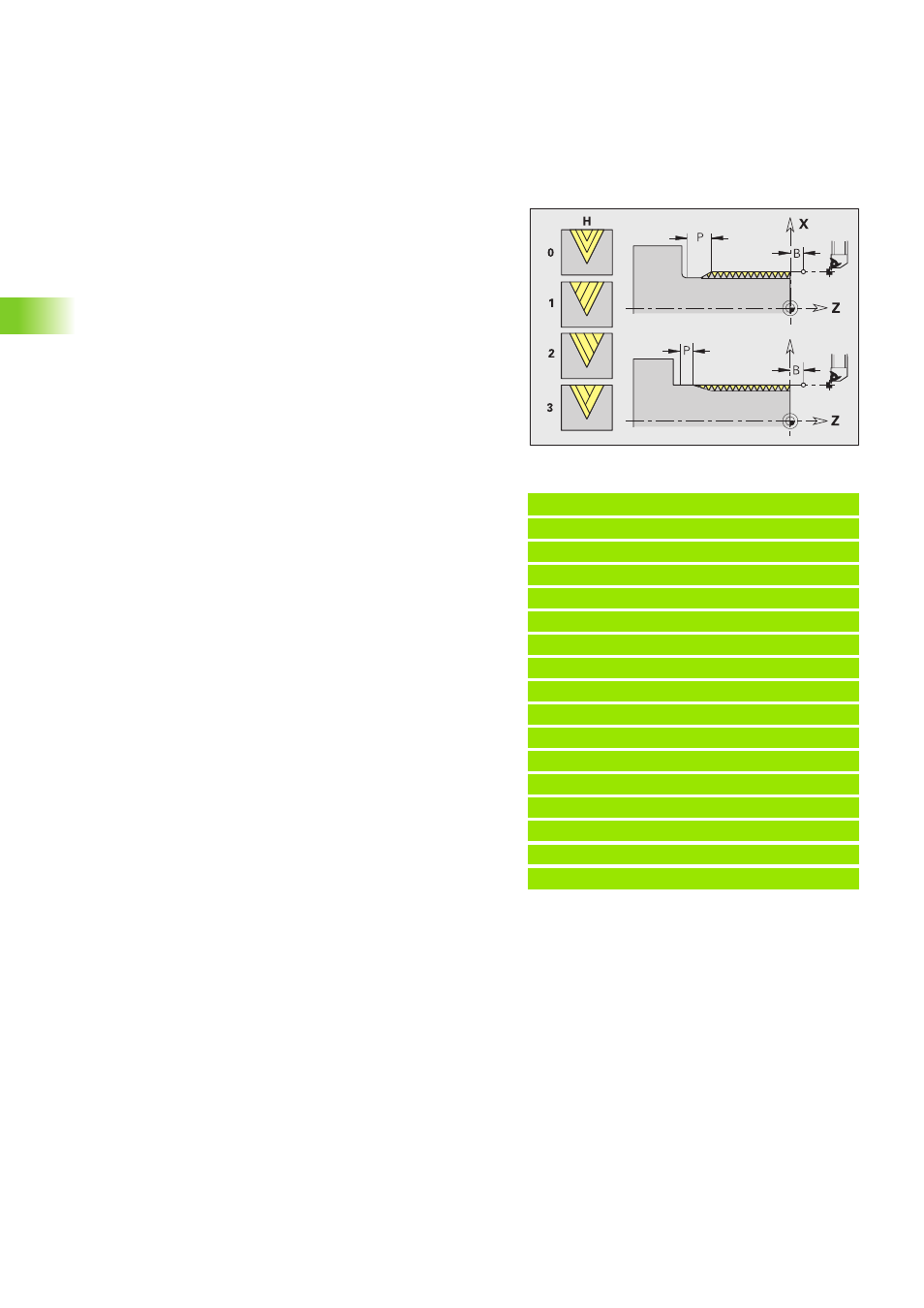
Longitud de aceleración B: Antes del comienzo de la rosca
propiamente dicha, el carro necesita un recorrido inicial para acelerar a
la velocidad de avance programada.
Longitud de rebasamiento P: el carro necesita un rebasamiento al
final de la rosca para poder frenar. Tener presente que el recorrido en
paralelo a los ejes "P" se recorre también en el caso de una salida de
rosca en dirección oblicua.
Ejemplo: G31 parte 1
. . .
PIEZA ACABADA
N 2 G0 X16 Z0
N 3 G52 P2 H1
N 4 G95 F0.8
N 5 G1 Z-18
N 6 G25 H7 I1.15 K5.2 R0.8 W30
N 7 G37 Q12 F2 P0.8 A30 W30
. . .
MECANIZADO
N 33 G14 Q0 M108
N 30 T9 G97 S1000 M3
N 34 G47 P2
N 35 G31 NS5 B5 P0 V0 H1
N 36 G0 X110 Z20
N 38 G47 M109
. . .
Parámetros
NS
Número de frase (referencia al elemento básico G1-Geo; rosca
encadenada: número de frase del primer elemento básico)
I
Alimentación máxima
B
Longitud inicial - sin introducción: la longitud inicial se calcula
de la longitud de los tallados libres o profundizaciones
cercanos. Si éstos no existen, prevalece la "longitud inicial de
rosca" del parámetro de mecanizado 7.
P
Longitud de sobrepaso - sin introducción: la longitud de
sobrepaso se calcula de la longitud de los tallados libres o
profundizaciones cercanos. Si éstos no existen, prevalece la
"longitud final de rosca" del parámetro de mecanizado 7.
D
Dirección de corte (referencia: dirección de definición del
elemento básico) - (por defecto: 0)
D=0: misma dirección
D=1: dirección opuesta
V
Tipo de alimentación (por defecto: 0)
V=0: sección de arranque de viruta constante en todos los
cortes
V=1: alimentación constante
V=2: con subdivisión del corte de material restante. Primera
alimentación = "Resto" de la división profundidad de rosca/
profundidad de corte. El "último corte" se subdivide en
cortes de 1/2, 1/4, 1/8 y 1/8 de dicho corte.
V=3: la alimentación se calcula a partir del paso y de la
velocidad de rotación
H
Tipo de decalaje para alisar los flancos de rosca (por defecto: 0)
H=0: sin decalaje
H=1: decalaje por la izquierda
H=2: decalaje por la derecha
H=3: decalaje alterno por la derecha/izquierda
Q
Número de recorridos en vacío después del último corte (para
reducir la presión de corte en el fondo de la rosca ) - (por
defecto: 0)
C
Ángulo inicial (el comienzo de la rosca está definido respecto
a elementos de contorno sin simetría de revolución) - (por
defecto: 0)