Torneado de profundización radial/ axial (g869) – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 514
512
6.14 Gener
a
ción int
e
ra
ctiv
a del plan de tr
abajo (GIPT)
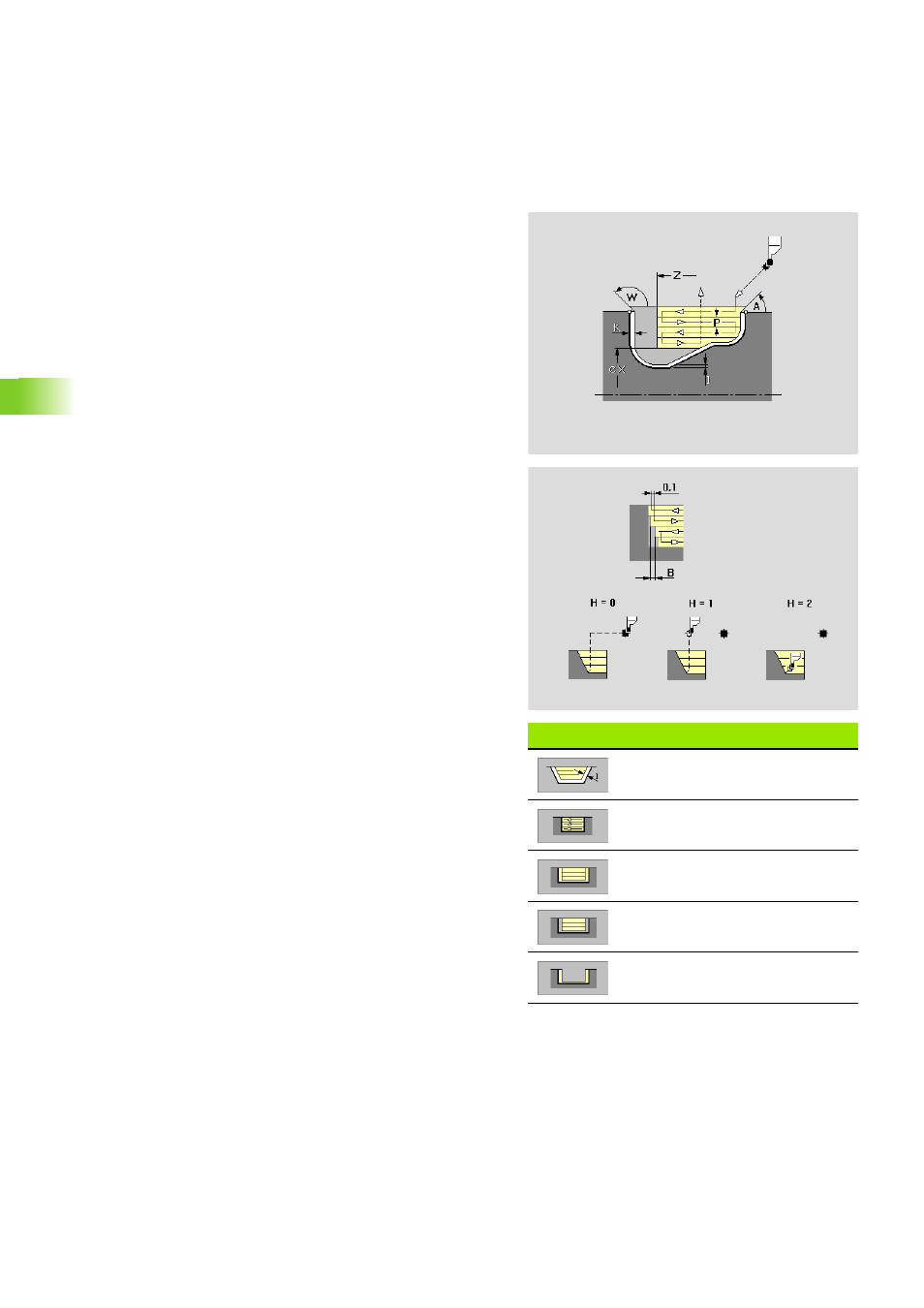
Torneado de profundización radial/ axial (G869)
La GIPT genera el ciclo G869 para el campo de contorno seleccionado
(mecanizado con movimientos de profundización y de desbaste
alternos).
Los parámetros del torneado de profundización radial y axial son
idénticos hasta el eje de referencia del ángulo inicial y final. "Torneado
de profundizació axial": Véase “Torneado de profundización axial
(G869)” en pág. 513
Softkeys "Torneado de profundización"
Sobremedida longitudinal/ constante
Unidireccional/ bidireccional
Punzonado previo y acabado
Prepunzonado
Acabado
Parámetros
P
Profundidad de corte máxima
R
Corrección de la profundidad
Dependiendo del material, de la velocidad del avance etc. la
cuchilla "bascula" en el torneado. Este error de aproximación se
corrige con la "corrección de profundidad". La corrección se
calcula normalmente de forma empírica.
B
Anchura de decalaje
A partir de la segunda aproximación en la transición del
torneado a la profundización se reduce la trayectoria a
desbastar según la "anchura de desfase". En cada sobrepaso
siguiente desde el torneado al torneado en profundidad a este
lado se produce la reducción a "B", adicionalmente a la
desviación anterior. El material restante se mecaniza al final de
la profundización previa con una carrera de profundización.
A
Ángulo de aproximación (por defecto: opuesto a la dirección de
profundización)
radial: referencia eje Z
axial: referencia eje X
W
Ángulo de alejamiento (por defecto: opuesto a la dirección de
profundización)
radial: referencia eje Z
axial: referencia eje X
X
Límite de corte
Z
Límite de corte
I
Depende del ajuste de la softkey:
Sobremedida longitudinal
Sobremedida constante (genera "sobremedida G58 antes del
ciclo)
K
Sobremedida plano
S
Punzonado previo (unidireccional/) bidireccional (ajuste
mediante softkey):
Sí (S=0): bidireccional
No (S=1): unidireccional en la dirección determinada en la
selección del campo de mecanizado
O
Avance de punzonar (por defecto: avance activo)
E
Avance de acabado (por defecto: avance activo)