Ciclo de repetición de contorno g83, 21 ciclos de t o rn eado sencillos – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 234
234
4.21 Ciclos de t
o
rn
eado sencillos
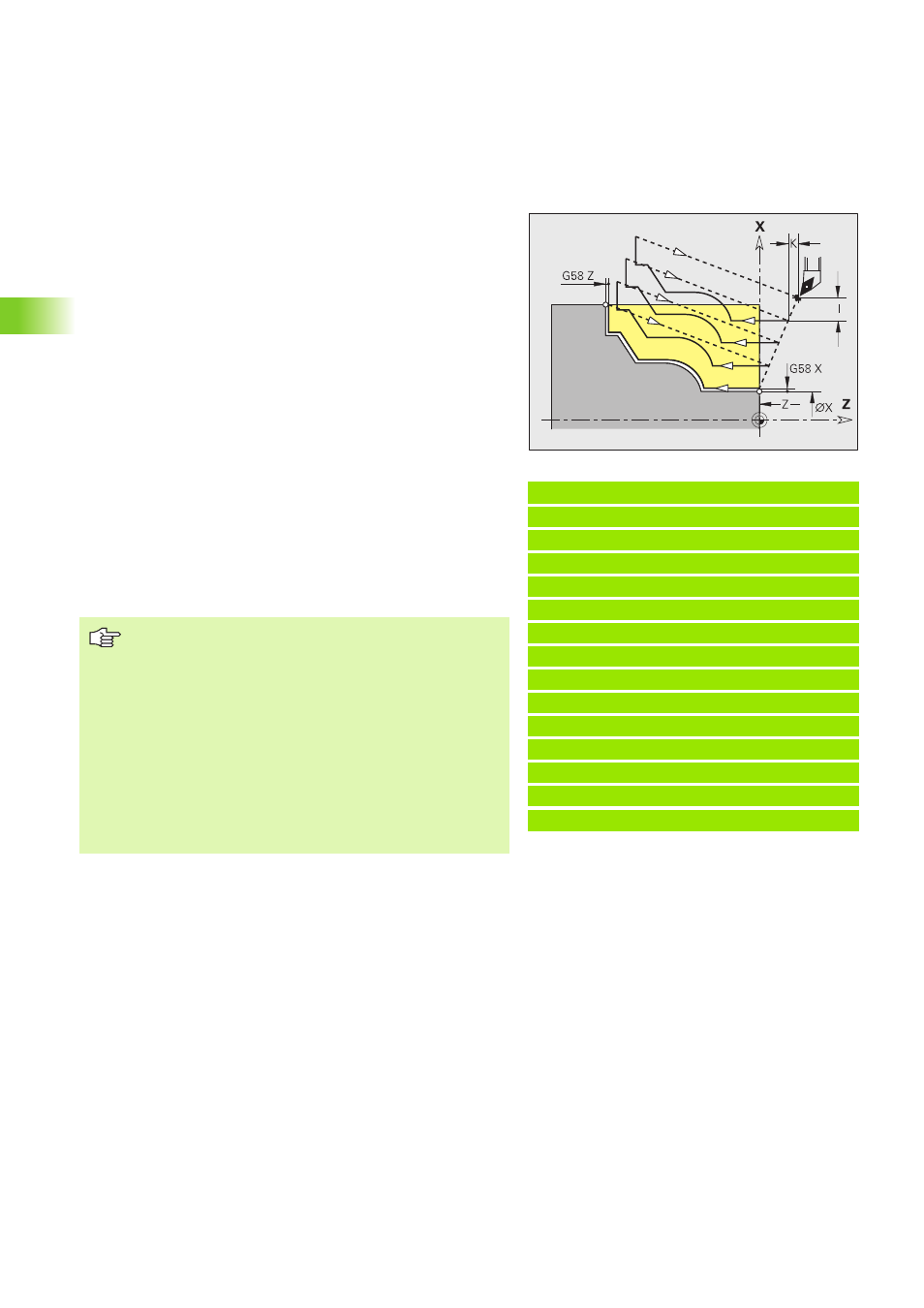
Ciclo de repetición de contorno G83
G83 ejecuta varias veces las funciones programadas en los bloques
siguientes (recorridos sencillos o ciclos sin descripción del contorno).
G80 finaliza el ciclo de mecanizado.
Si el número de alimentaciones necesarias en X y Z no coincide,
primero se trabaja en ambas direcciones con los valores programados.
La alimentación se pone a cero cuando se alcanza el valor final para
una dirección.
Programación:
G83 está solo en el bloque
G83 no debe programarse con variables K.
No está permitido integrar G83 en una estructura de programa con
imbricaciones, ni siquiera mediante la llamada a subprogramas
Ejemplo: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12G1 X110
N13 G0 Z2
N14 G80
Parámetros
X
Punto final del contorno (cota de diámetro) - (por defecto: se
acepta la última coordenada X)
Z
Punto de destino del contorno (por defecto: se acepta la
última coordenada Z)
I
Alimentación máxima en dirección X (cota de radio) - (por
defecto: 0)
K
Alimentación máxima en dirección Z (por defecto: 0)
La corrección del radio de filo de cuchilla no se
ejecuta. La SRK se puede programar por separado con
G40..G42.
Distancia de seguridad después de cada corte: 1mm
Una sobremedida G57
se compensa en función del signo (por lo cual no son
posibles las sobremedidas en los mecanizados
interiores)
se mantiene activa después de finalizar el ciclo
Una sobremedida G58
se tiene en cuenta al trabajar con compensación SRK
se mantiene activa después de finalizar el ciclo
Desarrollo del ciclo
1
Comienza la ejecución del ciclo a partir de la posición de la
herramienta.
2
Se alimenta el valor definido en "I, K".
3
Realiza el mecanizado definido en los bloques sucesivos,
adoptándose como "sobremedida" la distancia entre la posición
de herramienta y el punto inicial del contorno.
4
Regresa en diagonal.
5
Repite 2...4 hasta que se alcanza el "punto final del contorno".
6
Regresa al punto de partida del ciclo.