Atributo del mecanizado "torneado de rosca, 12 asignación de atr ibut o s – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 476
474
6.12 Asignación de atr
ibut
o
s
Atributo del mecanizado "Torneado de rosca"
El atributo de mecanizado define los detalles de un mecanizado de
rosca.
Asignar el atributo de mecanizado "Torneado de rosca":
U
Seleccionar "Atributos > Atributo de mecanizado > Tornear la rosca"
en el menú de la pieza acabada
U
Seleccionar la rosca. TURN PLUS abre la ventana de diálogo
"Torneado de rosca".
U
Determinar los parámetros de rosca
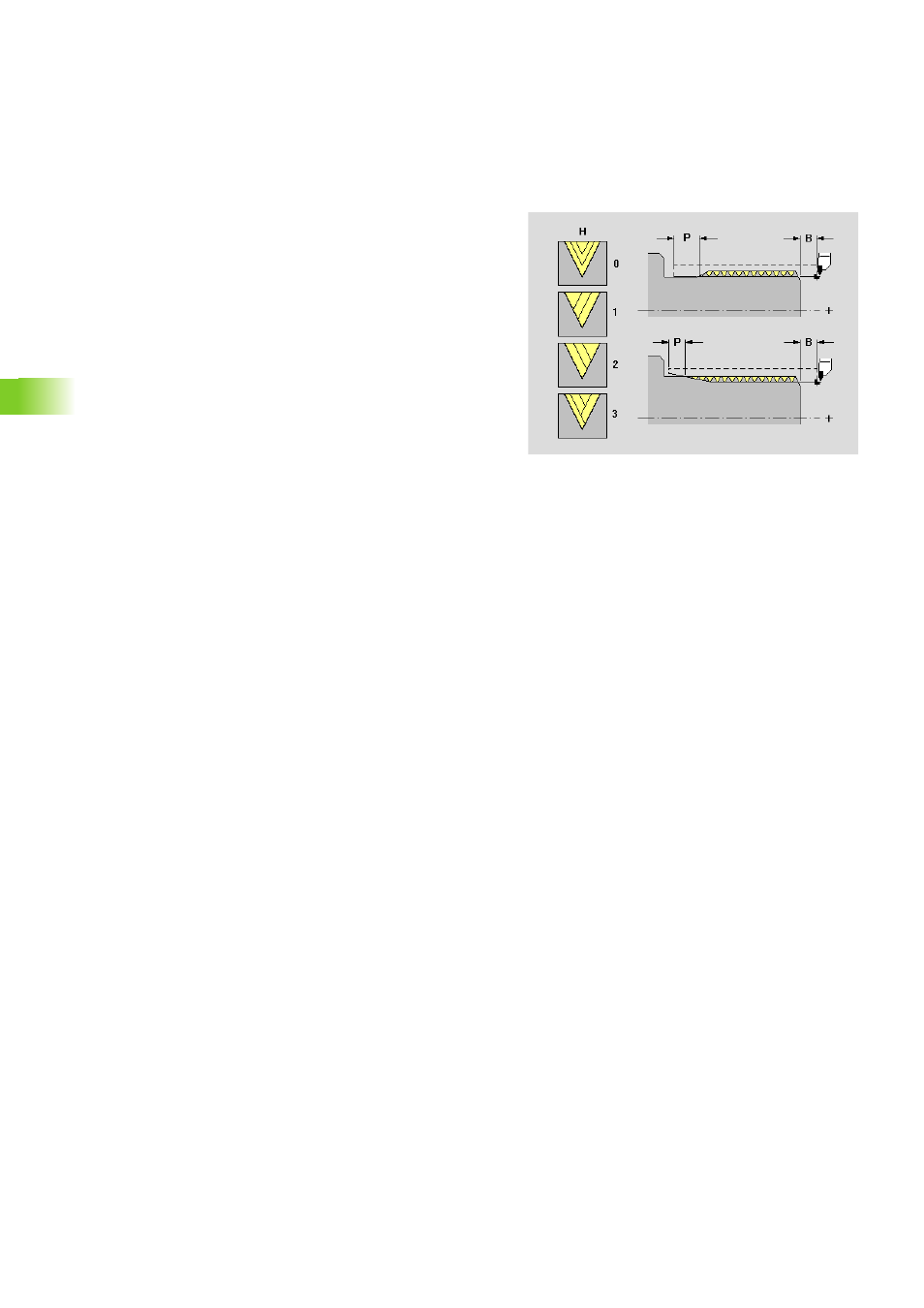
Parámetros
B
Longitud de aceleración
Sin introducción: el CNC PILOT calcula la longitud de los
tallados libres o profundizaciones cercanos.
Sin introducción, si no existen tallados/profundizaciones: el
CNC PILOT utiliza "Recorrido inicial de la rosca, y longitud de
marcha por inercia" del parámetro de mecanizado 7.
P
Longitud de sobrepaso
Sin introducción: el CNC PILOT calcula la longitud de los
tallados libres o profundizaciones cercanos.
Sin introducción, si no existen tallados/profundizaciones: el
CNC PILOT utiliza "Recorrido final de la rosca"del parámetro
de mecanizado 7.
C
Ángulo de arranque, cuando el inicio de la rosca está situado en
elementos del contorno que no son de rotación simétrica
I
Alimentación máxima
V
Modo de profundizac.
V=0 (corte transversal constante): arranque de viruta
transversal constante en todos los cortes.
V=1: alimentación constante
V=2 (subdivisión de corte restante): cuando de la división de
la profundidad de rosca/aproximación resulta un resto, este
"resto" es válido para la primera aproximación. El "último
corte" se subdivide en 1/2, 1/4 y 1/8 cortes.
V=3 (método EPL): la aproximación se calcula a partir del
paso y de la velocidad.
H
Tipo de desvío de las aproximaciones individuales para suavizar
los flancos de rosca
H=0: sin decalaje
H=1: decalaje por la izquierda
H=2: decalaje por la derecha
H=3: decalaje alterno por la derecha/izquierda
Q
Número de recorridos en vacio después del último corte (para
reducir la presión de corte en la base de la rosca)