HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 526
524
6.14 Gener
a
ción int
e
ra
ctiv
a del plan de tr
abajo (GIPT)
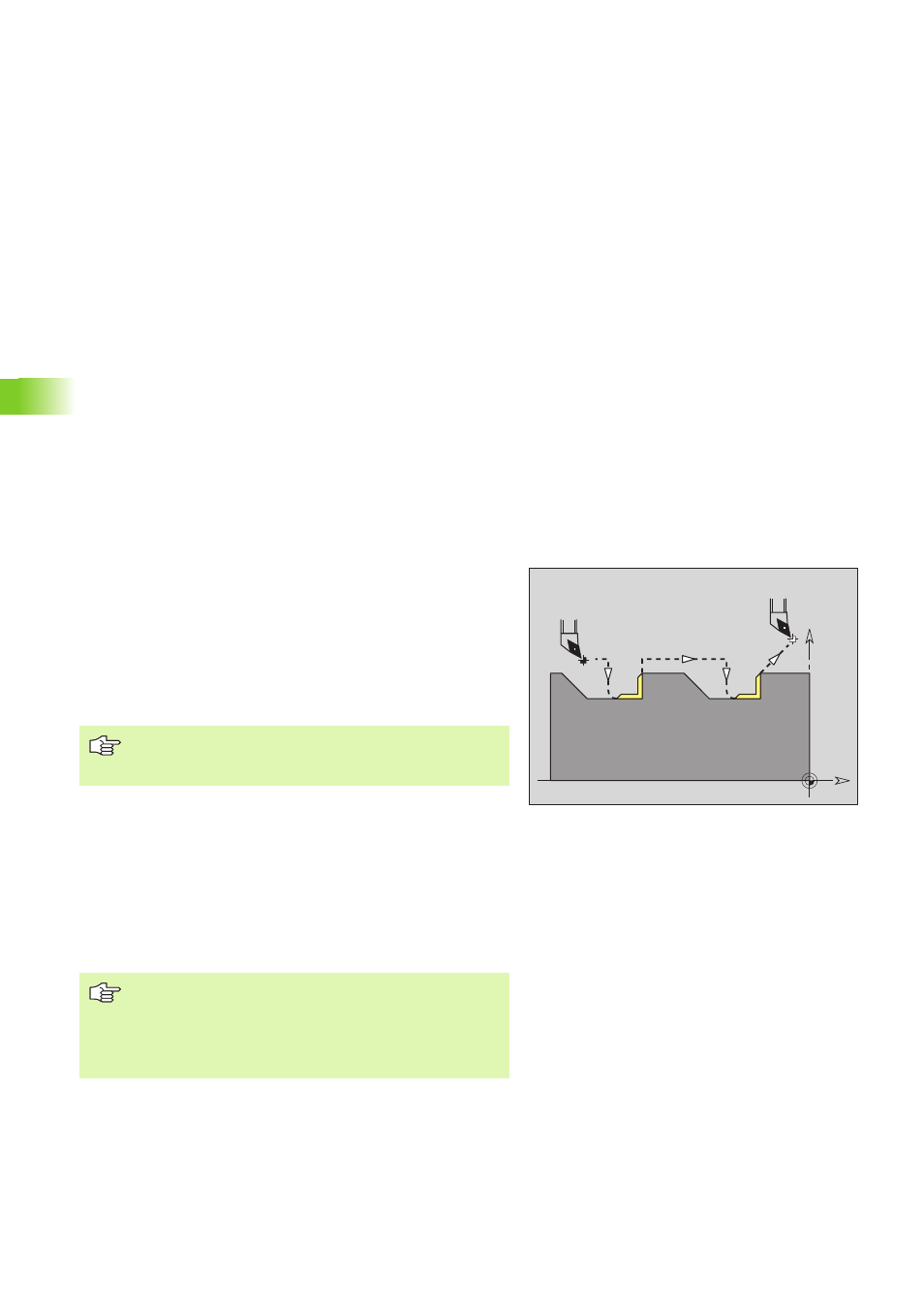
Mecanizado del contorno restante: cuando queda material restante
en los contornos descendentes, éste se mecaniza con el "mecanizado
del contorno restante" (ver figura "G890 Q4"). Normalmente no es
necesaria una limitación de corte.
Desbarbar: la GIPT mecaniza zonas del contorno de profundización,
que se calculan en base al "ángulo admisible copia hacia
dentro"(profundización: EKW <= mtw). Para el acabado - para el
desbarbe deberían utilizarse preferentemente "herramientas
neutrales".
En los biseles/redondeos se tiene:
No se programa el atributo "profundidad de rugosidad/avance": el
CNC PILOT realiza una reducción de avance automática. Como
mínimo se realizan "FMUR" vueltas (parámetro de mecanizado 5).
Se programa el atributo "profundidad de rugosidad/avance": sin
reducción del avance
En chaflanes/redondeos, que debido a su tamaño se mecanizan con
un mínimo de "FMUR" vueltas (parámetro de mecanizado 5), no se
realiza la reducción automática del avance.
H
Tipo desplazamiento libre. La herramienta se retira bajo 45° en
dirección contraria al mecanizado. H determina el resto del
desplazamiento:
H=0: diagonal a la posición de desplazamiento
H=1: primero dirección X, luego Z
H=2: primero dirección Z, luego X
H=3: retira en avance hasta la distancia de seguridad
I
Posición de desplazamiento libre con H=0, 1, 2
K
Posición de desplazamiento libre con H=0, 1, 2
Mecanizado del elemento de forma: ajuste mediante softkey
El campo de visualización muestra los elementos de forma a
mecanizar (abreviaciones: ver la tabla de softkeys). Los
siguientes elementos de forma se mecanizan siempre:
C: chaflán
R: redondeo
PT: palpador
GW: rosca
Parámetros
X
Z
G890 Q4
En "mecanizado del contorno restante" y en el "desbarbe"
se determina la estrategia de desplazamiento. La GIPT
genera el G890 con el "tipo de desplazamiento Q4".
El valor propuesto "posición de desplazamiento libre I, K"
depende de si se programa "Ciclo > Desplazamiento":
Programado: posición desde "Ciclo > Desplazamiento"
Sin programar: posición del punto de cambio de la
herramienta