Taladrado profundo g74, 23 ciclos de taladr ado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 251
CNC PILOT 4290 de HEIDENHAIN
251
4.23 Ciclos de taladr
ado
Posibilidades de mecanizado:
Macho de roscar fijo: se sincronizan el cabezal principal y el
accionamiento del avance.
Macho de roscar motorizado: se sincronizan la herramienta
motorizada y el accionamiento del avance.
Taladrado profundo G74
G74 realiza taladrados axiales y radiales en varias fases con
herramientas fijas o motorizadas.
La "parada de ciclo" actúa al final de un roscado.
La corrección del avance no está activada.
¡No utilizar el override del cabezal!
Cuando el accionamiento no disponga de regulación (no
disponga de encoder ROD) se requiere un mandril de
compensación.
Ejemplo: G74
. . .
N1 M5
N2 T4 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G74 Z-40 R2 P12 I2 B0 J8
[Bohren]
N7 M15
. . .
Parámetros
NS
Número de frase del contorno
Referencia al contorno de taladrado (G49-, G300- o G310-
Geo)
Sin datos: taladro individual sin descripción del contorno
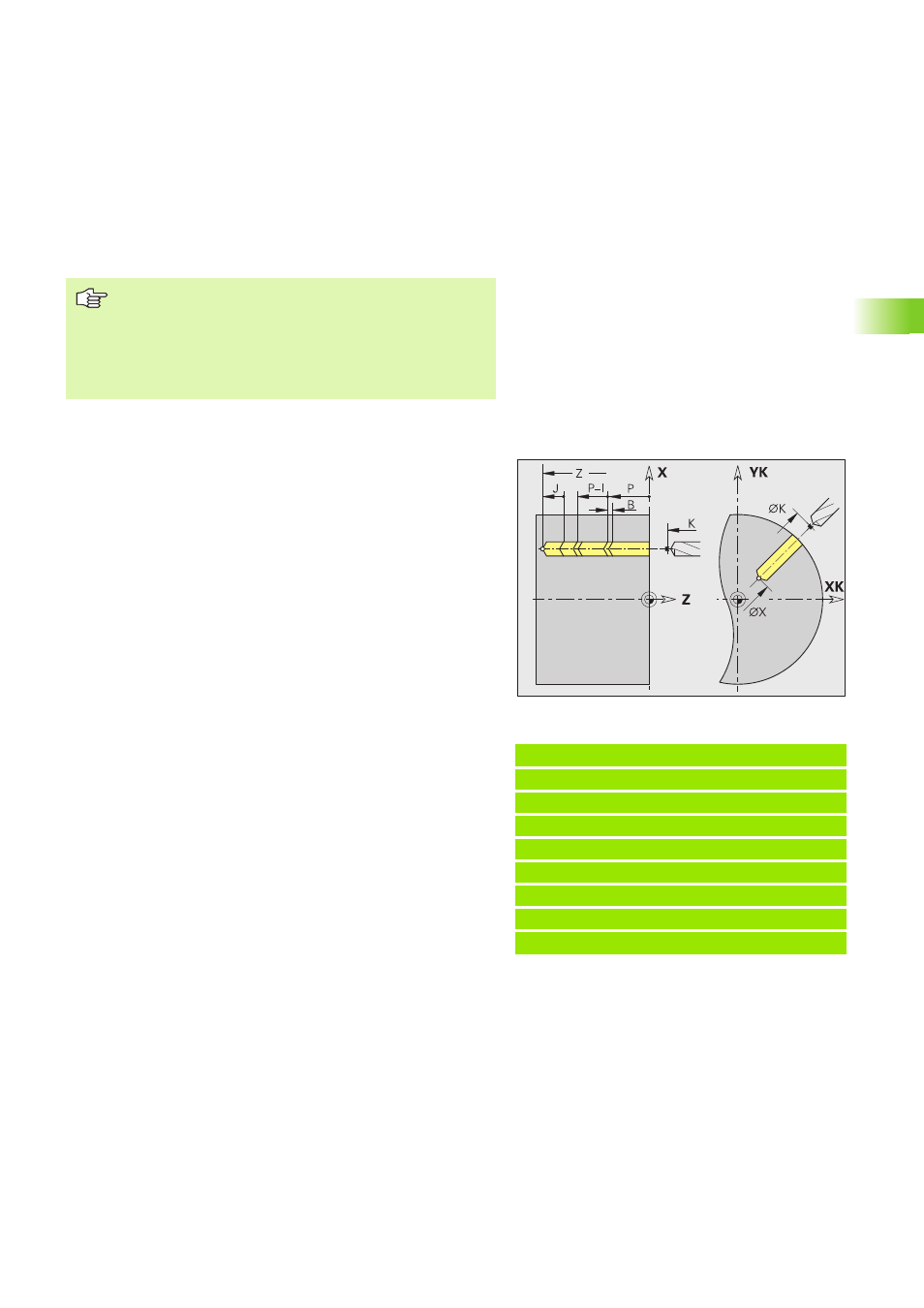
X
Punto final del taladrado axial (cota de diámetro)
Z
Punto final del taladrado radial
P
1. Profundidad de taladrado
I
Valor de reducción (por defecto: 0)
B
Distancia de retroceso (por defecto: al "punto inicial del
taladrado")
J
Profundidad de taladrado mínima (por defecto: 1/10 de "P")
E
Tiempo de espera para la rotura de viruta en el fondo del
taladro (en segundos) - (por defecto: 0)
V
Reducción del avance (50 %) - (por defecto: 0)
V=0 o 2: reducción al inicio
V=1 o 3: reducción al incio y al final
V=4: reducción al final
V=5: no hay reducción
D
Velocidad de retroceso y alimentación dentro del taladro (por
defecto: 0)
D=0: avance rápido
D=1: avance programado
K
Plano de retroceso (taladrados radiales: cota de diámetro) -
(por defecto: al punto de partida o a la distancia de seguridad)