8 modo "desar ro llo de pr ogr ama – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 64
64
3 Funcionamiento Máquina
3.8 Modo "Desar
ro
llo de pr
ogr
ama"
Búsqueda de frase de inicio y ejecución del
programa
Condiciones previas para la búsqueda de la frase
de inicio:
el MANUALplus debe estar preparado para la
búsqueda de la frase de inicio por el fabricante de la
máquina
La búsqueda de la frase de inicio debe estar
activada (Modo Organización: "Parámetro actual -
Conmutador NC - Ajustes" o parámetro 1 del
control)
El MANUALplus inicia la ejecución del programa
desde la posición del cursor. Las simulaciones
intemporales no modifican la posición inicial.
Ejecución de programa
El programa de ciclos/DIN cargado se ejecuta tan
pronto como se pulse "Inicio del ciclo". "Parada del
ciclo" para el mecanizado en cualquier momento.
Durante el desarrollo del programa el cursor
permanece sobre el ciclo o la frase DIN que
actualmente se esté ejecutando. En programas de
ciclos se ven los parámetros del ciclo actual en la
ventana de introducción.
Para el desarrollo de programa se dispone de diversas
softkeys - véase tabla.
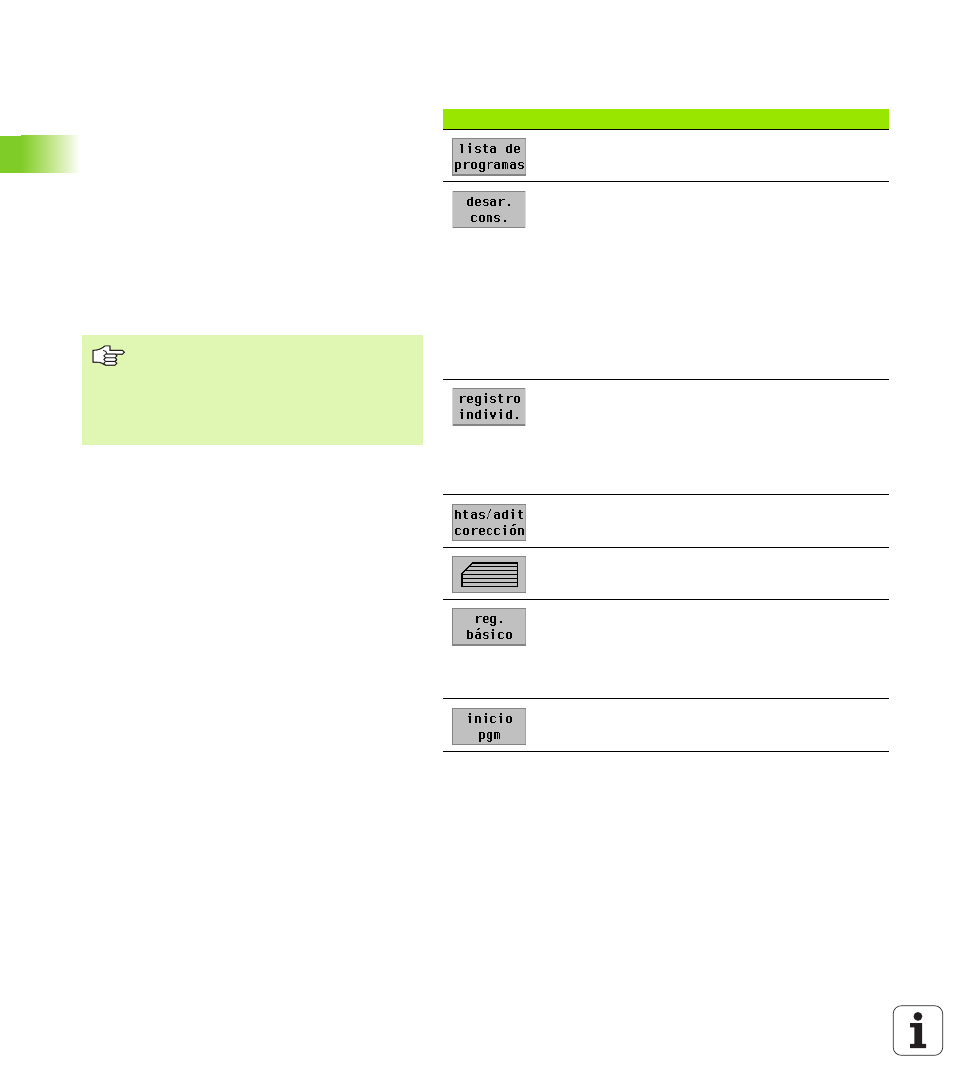
Softkeys
Seleccionar programa de ciclos o DIN (véase
“Gestión de programas" en pág. 75)
Programa de ciclos
Conectado: Procesar los ciclos hasta el próximo
cambio de herramienta
Desconectado: Parada tras cada ciclo - Inicio del
siguiente ciclo: "Ciclo conectado"
Programa DIN
Conectado: Ejecución del programa sin
interrupción
Desconectado: Parada antes del "comando M01"
Conectado: Parada tras cada recorrido - Inicio del
próximo recorrido: "ciclo conectado".
(Recomendación: Utilizar frase a frase junto con la
visualización de frase básica.)
Desconectado: Procesar comandos de ciclo/DIN
sin interrupción
Introducción de correcciones de hta. o correcciones
aditivas
Conectar la simulación gráfica
Conectado: Visualizar los comandos de
desplazamiento y conmutación del "formato DIN"
(frases básicas).
Desconectado: Visualizar el programa de ciclos o
DIN
El cursor salta a la primera frase del programa de
ciclos o DIN.
Preste atención en la selección de la frase
de inicio en programas DIN a que los
comandos para la definición de los datos
de la máquina (T, S, F) se ejecuten antes
de que el primer comando de
desplazamiento se lleve a cabo.