Variables, 26 pr ogr amación de v a ri ables – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 397
HEIDENHAIN MANUALplus 4110
397
6.26 Pr
ogr
amación de v
a
ri
ables
Variables #
El MANUALplus diferencia márgenes de validez según un círculo de
números:
#0 .. #45: variable global
Las variables globales permanecen activadas después de finalizar el
programa y pueden ser evaluadas por el siguiente programa NC.
#46 .. #50: variables reservadas para programas expertos
no deben utilizarse en el programa NC.
#256 .. #285 variable local
válidas dentro de un subprograma.
Lectura de valores paramétricos
Sintaxis:#1 = PARA(x,y,z)
Informaciones en variables
Las siguientes informaciones NC y de herramientas se pueden extraer
de variables (véase las tablas de la derecha y de la siguiente página).
Ejemplo: "Variables #"
. . .
N.. #1=PARA(1,7,2) [lee "medida de máquina
1 Z“ en variable #1 ]
N.. . . .
N.. #1=#1+1
N.. G1 X#1
N.. G1 X(SQRT(3*(SIN(30)))
N.. #1=(ABS(#2+0.5))
. . .
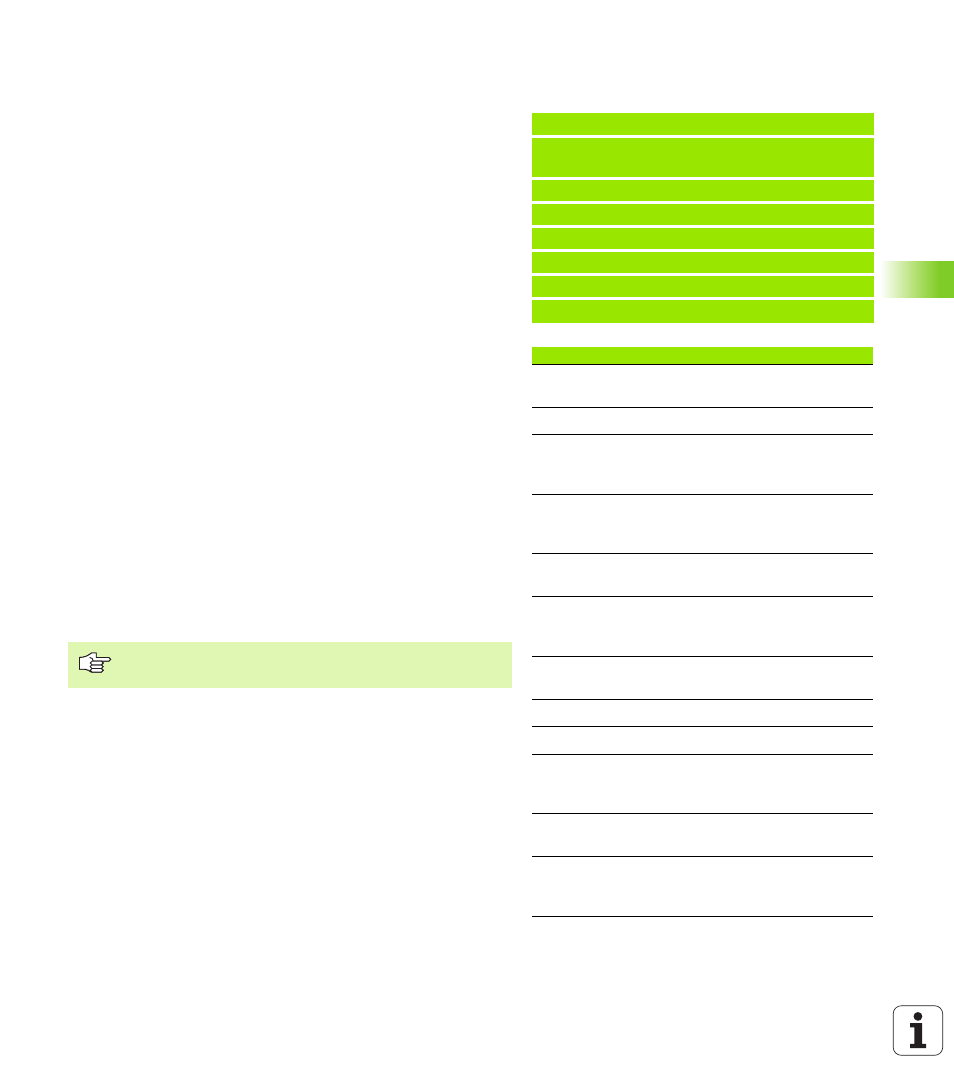
Variables #
Informaciones NC
#768, #770
última posicióin programada X
(medida de radio), Z
#771
última posición programada C [º]
#774
Estado SRK/FRK
40: G40 activo; 41: G41 activo; 42:
G42 activo
#776
correcciones de desgaste activadas
(G148)
0: DX, DZ; 1: DS, DZ; 2: DX, DS
#778
Unidad métrica: 0=métrica;
1=pulgada
#785, #786
Distancia del extremo de la
herramienta al punto de referencia del
carro Z, X
#787
Diámetro de referencia del
mecanizado envolvente (G120)
#791..#792
Sobremedida X, Z G57
#793
Sobremedida P G58
#794..#795
Anchura de la cuchilla en X, Z a la que
se desplaza el punto de referencia de
la herramienta con G150/G151
#796
Número de cabezal para el que se ha
programado el avance por última vez
#797
Número de cabezal para el que se ha
programado la velocidad por última
vez
x = Grupo paramétrico
1: Parámetros de máquina
2: Parámetros del control
3: Parámetros de ajuste
4: Parámetros de mecanizado
5: Parámetros de PLC
y = Número de parámetro
z = Subnúmero del parámetro
Los datos de posición y medida son siempre métricos -
también si se ejecuta un programa NC "en pulgadas".