20 mecanizado de superficies fr ontales – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 366
366
6 Programación DIN
6.20 Mecanizado de superficies fr
ontales
Fresado de superficies en la superficie frontal
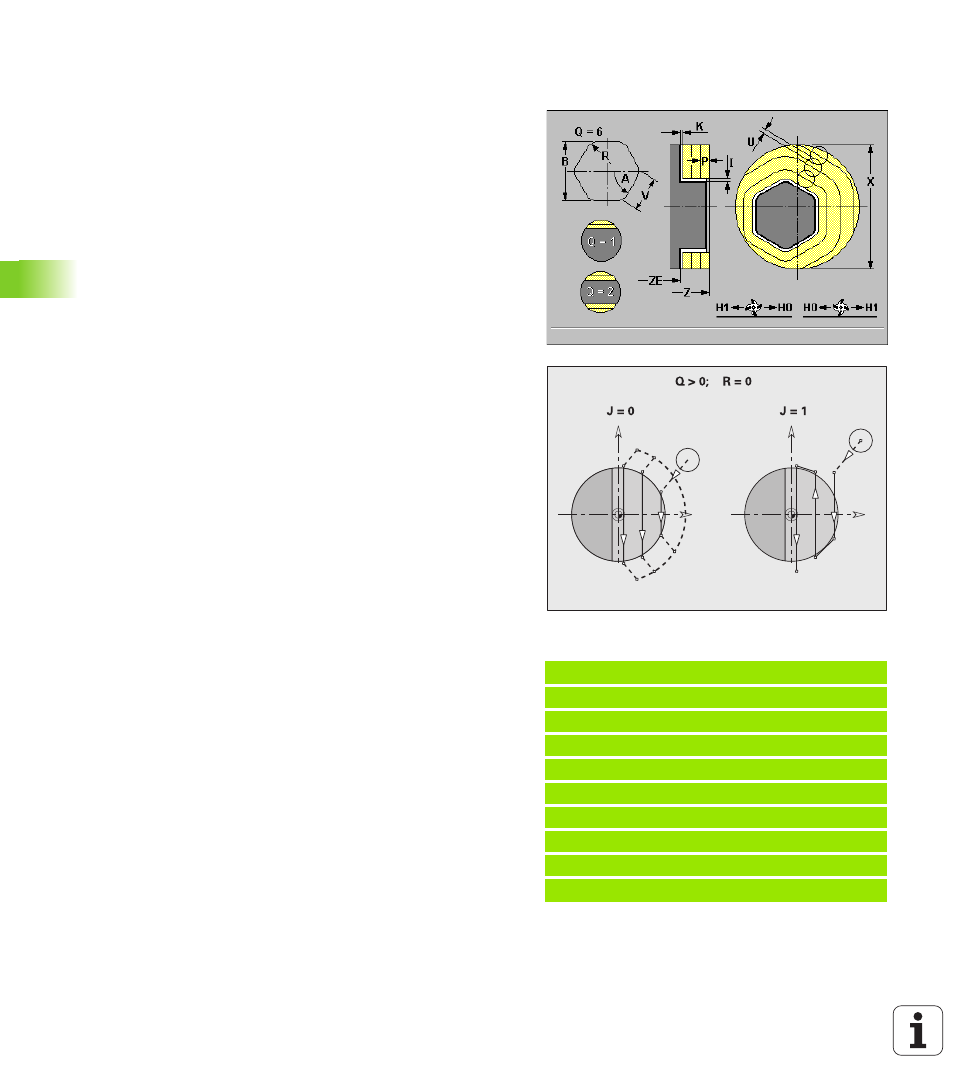
G797
G797 fresa según las superficies "Q", un polígono o la figura definida
en el comando según G797.
Parámetro
Diámetro de limitación X
Superficie de fresado Z
Base de fresado ZE
Amplitud
(se suprime cuando Q=0): define el material restante. En
un número directo de superficies se puede programar "B" de forma
alternativa a "V".
Q=1: Grosor restante
Q>=2: Amplitud
Longitud de aristas V
– se suprime cuando Q=0
Bisel/redondeo R
– se suprime cuando Q=0
R<0: Longitud de bisel
R>0: Radio de redondeo
Angulo de inclinación A
(referencia véase figura auxiliar) – se
suprime cuando Q=0
Q Cantidad de superficies
(por defecto: 0):
Campo: 0 <= Q <= 127
Q=0: al G797 le sigue una descripción de la figura
Q=1: una superficie
Q=2: dos superficies a una distancia de 180°
Q=3: Triángulo
Q=4: Rectángulo, cuadrado
Q>4: Polígono
Aproximación máxima P
(por defecto: profundidad total en una
aproximación)
Factor de solapamiento U
(por defecto: 0,5): Solapamiento mínimo
de la trayectoria de fresado = U*Diámetro de fresado
Sobremedida I
paralela al contorno
K Sobremedida Z
(en dirección de aproximación)
Avance de aproximación F
para la aproximación de profundidad (por
defecto: avance activo)
Avance reducido E
para elementos circulares (por defecto: avance
activo)
Dirección del fresado H
(por defecto: 0): influye junto con la
dirección de giro de la fresa en la dirección de fresado (véase
figura auxiliar)
H=0: Contramarcha
H=1: Marcha síncrona
Desbaste/acabado O
(por defecto: 0)
O=0: Desbaste
O=1: Acabado
Ejemplo: G797
%797.nc
[G797]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G797 X100 Z0 ZE-5 B50 R2 A0 Q4 P2 U0.5
N6 G100 Z2
N7 M15
FINAL