Arco de círculo de la superficie frontal g102/g103, 20 mecanizado de superficies fr ontales – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 362
362
6 Programación DIN
6.20 Mecanizado de superficies fr
ontales
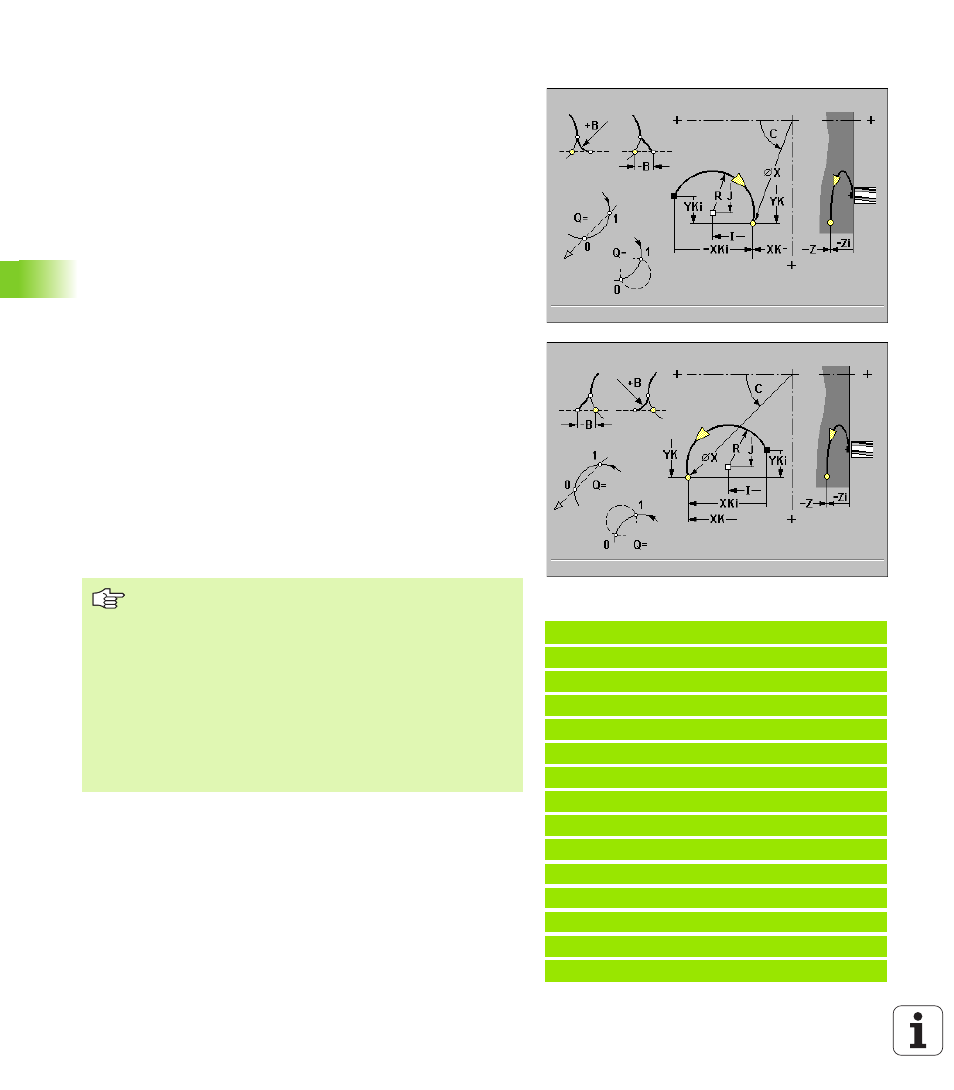
Arco de círculo de la superficie frontal G102/G103
Comando de geometría: G102/G103 define un arco de círculo en un
contorno de superficie frontal.
Comando de mecanizado: La herramienta se desplaza circularmente
con avance al "punto final".
La dirección de giro se extrae de la figura auxiliar.
Parámetro
Punto final X
(Cota de diámetro)
Angulo final C
– Dirección angular: véase figura auxiliar
Punto final XK
(cartesiano)
Punto final YK
(cartesiano)
Radio R
Punto central I
(cartesiano)
Punto central K
(cartesiano)
Punto de corte Q
(por defecto: Q=0): Si resultan dos posibilidades
de solución del cálculo del punto final, "Q" define el punto final.
Bisel/redondeo B
: Transición al próximo elemento del contorno.
Programar el punto final teórico del elemento del contorno si se
indica un bisel/redondeo.
B sin datos: Transición tangencial
B=0: Transición no tangencial
B>0: Radio del redondeo
B<0: Anchura del bisel
Punto final Z
Ejemplo: G102, G103
%100.nc
[G100, G101, G102, G103, G793]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE-5 P2 U0.5 R0 I0.5 F0.15 H0 Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
FINAL
Definir el punto final con coordenadas polares o bien
cartesianas.
Punto final en el origen: Programar XK=0, YK=0
Programar "punto central" o "radio"
Si el punto central del círculo no está programado, se
calcula el punto central que resulta en el arco de círculo
más corto.
sólo está permitido en G102/G103 como instrucción
geométrica: parámetros Q, B
permitido sólo co G102/G103 como instrucción de
mecanizado: parámetro Z