18 ciclos de taladrado, Ciclo de taladrado g71 – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 354
354
6 Programación DIN
6.1
8
Ciclos de taladr
ado
6.18 Ciclos de taladrado
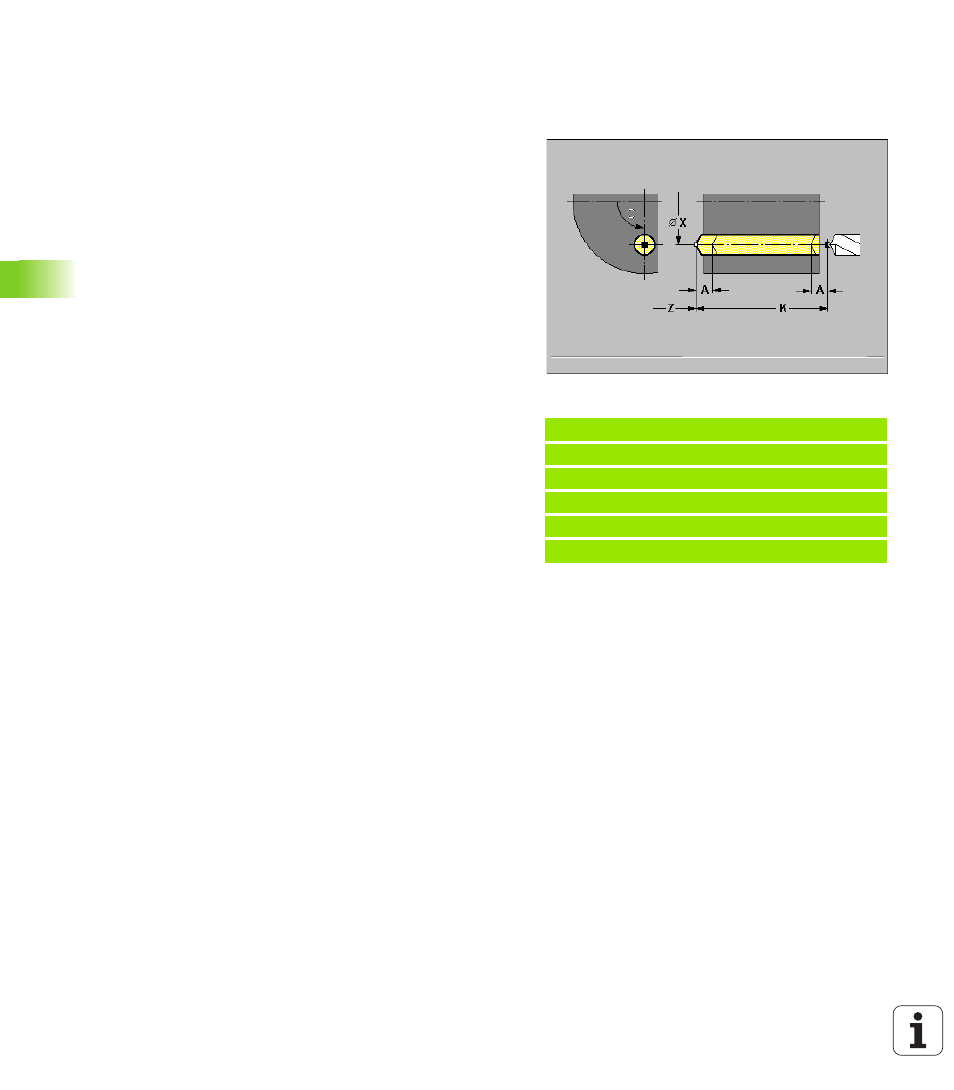
Ciclo de taladrado G71
G71 elabora taladros axiales en el centro con herramientas fijas así
como taladros axiales y radiales con herramientas motorizadas.
Parámetro
Punto final X
taladro axial (Cota de diámetro)
Punto final Z
taladro radial
Longitud del taladro y de perforación A
(por defecto: 0)
Tiempo de espera E
para el tallado libre en la base del talado (por
defecto: 0)
Variantes de taladro de perforación
– Reducción del avance un
50% en el taladro inicial y de perforación
0: Sin reducción del avance
1: Reducción de la perforación
2: Reducción del taladrado
3: Reducción del taladrado y de la perforación
Profundidad de taladrado K
(taladro radial: cota de radio)
Si se indica K: el "punto inicial del taladro" se calcula como "punto
final del taladro" y "K".
Si no se indica K: "K" se calcula según el "punto final del taladro" y
la posición actual de la herramienta
Retorno D
- por defecto: 0
0: Marcha rápida
1: Avance
Indicaciones:
La ejecución del ciclo comienza en la posición actual de la
herramienta y del cabezal. El punto inicial se aproxima en marcha
rápida.
Taladrado axial:
No programar "X"
Programar "Z"
Taladrado radial:
Programar "X"
No programar "Z"
Si están programados X y Z: La "orientación de la herramienta" es
decisiva para un taladro radial/axial (véase “Herramientas de
taladrar" en pág. 423).
Ejemplo: G71
%71.nc
[G71]
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2
FINAL