15 ciclos de roscado, Ciclo de roscado universal g31 – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 336
336
6 Programación DIN
6.15 Ciclos de r
o
scado
6.15 Ciclos de roscado
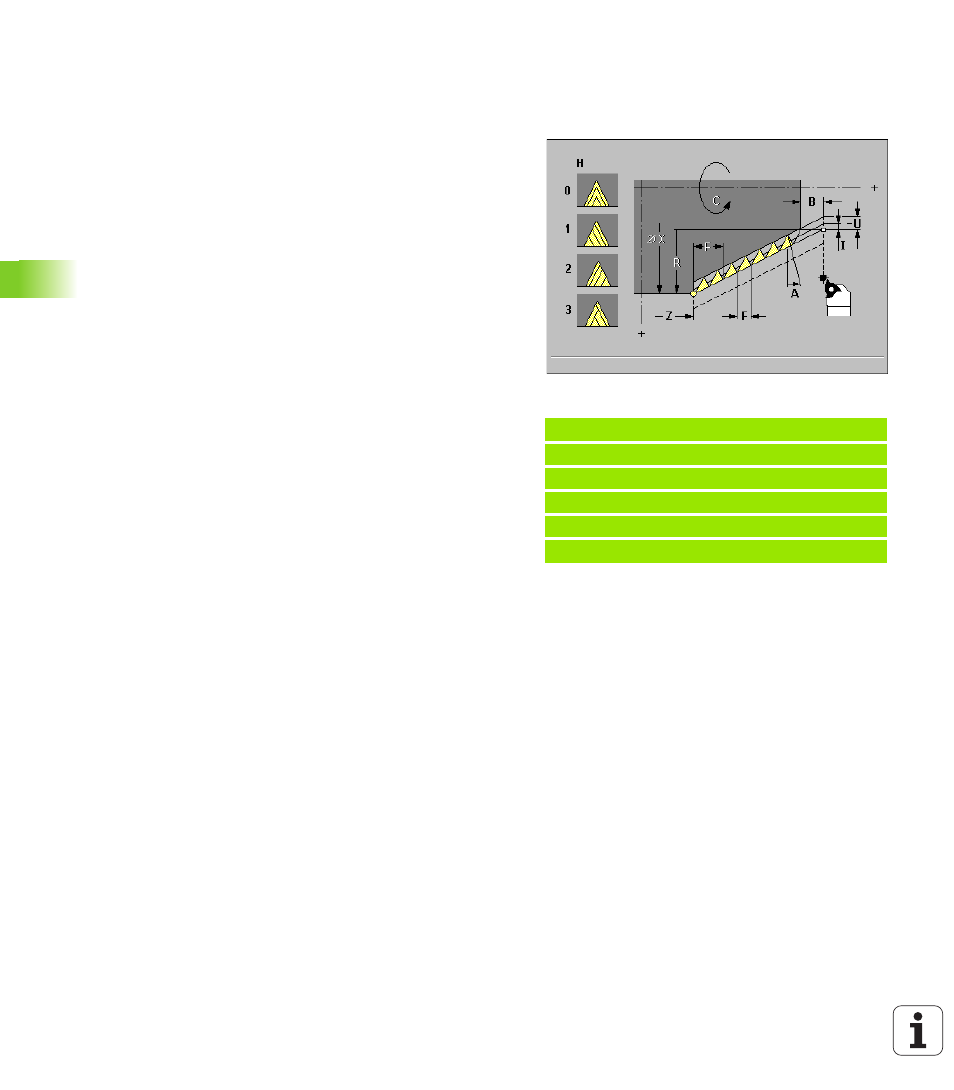
Ciclo de roscado universal G31
G31 mecaniza roscas en cualquier sentido y posición (longitudinal,
cónicas o transversales; roscados interiores o exteriores). Se pueden
encadenar varios roscados.
Parámetro
Punto final X
Roscado (Cota de diámetro)
Punto final Z
Roscado
Paso de rosca F
Profundidad de rosca U
U>0: Rosca interior
U<=0: Rosca exterior (lado longitudinal y frontal)
U= +999 ó –999: la profundidad de la rosca se calcula
Aproximación máxima I
Diferencia de radio R
(por defecto: 0): Diferencia entre el diámetro
del inicio de la rosca (XA) y el final de la misma (X). En contornos
descendente R es negativo.
R=(X–XA)/2
Longitud de arranque B:
recorrido para acelerar hasta la velocidad
de avance programada
sin datos: cálculo interno (véase “Entrada de rosca/salida de rosca"
en pág. 163)
Longitud de sobrepaso P
recorrido al que frena el carro
sin datos: cálculo interno (véase “Entrada de rosca/salida de rosca"
en pág. 163)
A Angulo aproximación
: campo: 0° < A < 60°
sin datos-: A=arctan (0,5*F/U)
Tipo de aproximación V
(por defecto: 0)
V=0: arranque de viruta transversal constante
V=1: aproximación constante
V=2: con subdivisión de corte restante
V=3: sin subdivisión de corte restante
Tipo de desviación H
(por defecto: 0)
H=0: Sin desviación
H=1: Desviación desde la izquierda en dirección a la base de la
rosca
H=2: Desviación desde la derecha en dirección a la base de la
rosca
H=3: Desviación alternativa a derecha/izquierda (zig zag)
Número de recorridos en vacío
tras el último corte (por defecto: 0)
Angulo inicial C
: Posición del cabezal principal al inicio de la rosca
(por defecto: 0°)
G31 sin descripción del contonro: "X, Z" se programa – la rosca
comienza en la posición actual de la herramienta y finaliza en el
"punto final X, Z".
Ejemplo: G31
%31.nc
[G31]
N1 T45 G97 S800 M3
N2 G0 X20 Z5
N3 G31 Z-50 F1.5 I0.2
FINAL