Ciclo de entalladura g85, 16 ciclos de tallado libr e – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 346
346
6 Programación DIN
6.16 Ciclos de tallado libr
e
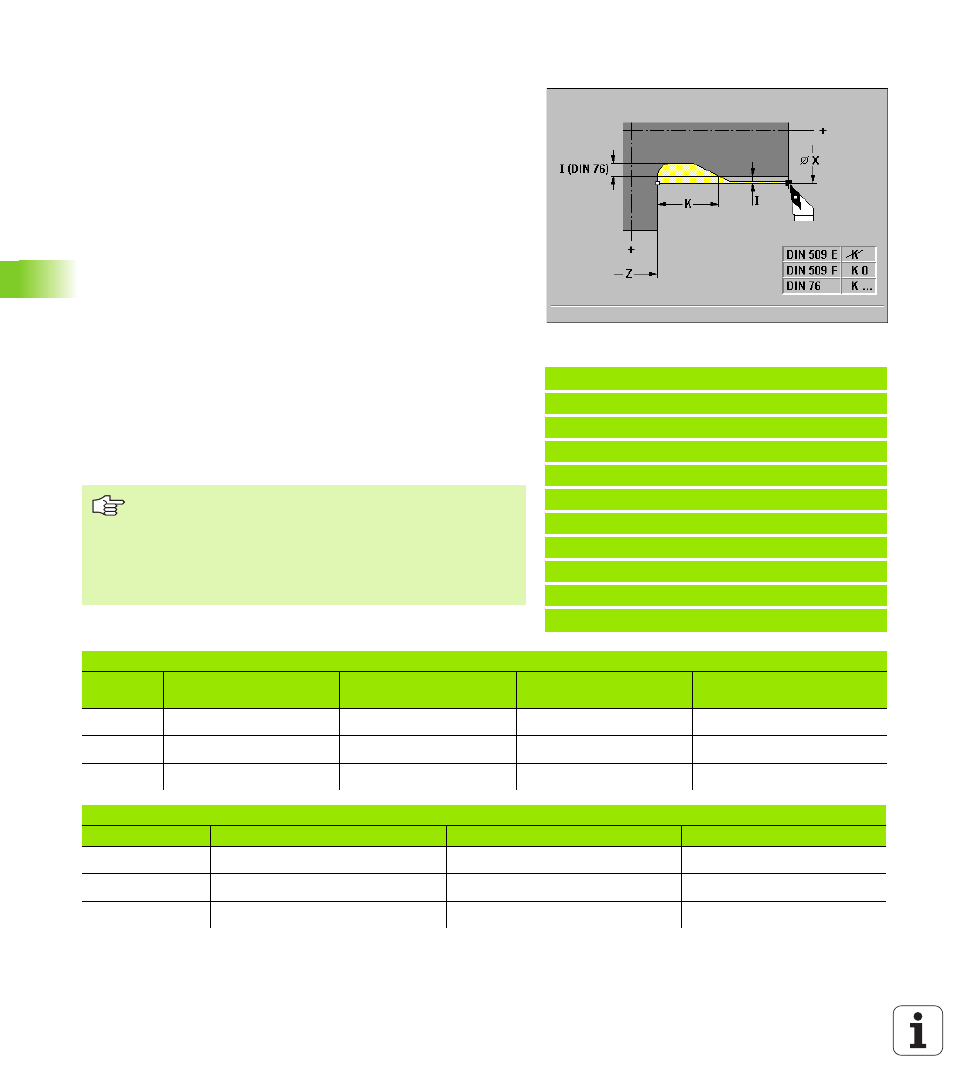
Ciclo de entalladura G85
G85 elabora tallados libres según DIN 509 E, DIN 509 F y FIN 76
(tallado libre de rosca). El cilindro se mecaniza cuando la herramienta
está posicionada sobre el diámetro del cilindro "delante" del mismo. Si
no se encuentra sobre el diámetro del cilindro, se desplaza en diagonal
para mecanizar la entalladura.
Parámetro
Punto final X
(Cota de diámetro)
Punto final Z
Sobremedida de rectifivado/profundidad I
DIN 509 E, F: Sobremedida de rectificado (por defecto: 0)
DIN 76: Profundidad de entalladura
Longitud del tallado K
(y tipo de tallado)
sin datos: Tallado libre DIN 509 E
K=0: Tallado libre DIN 509 F
K>0: Longitud del tallado con DIN 76
Avance reducido E
para el acabado de la entalladura (por defecto:
avance activo)
Los parámetros de entalladura se calculan según el diámetro del
cilindro (véase tablas).
Angulo de entalladura (con DIN 509 E y F): 15º
Angulo transversal (con DIN 509 F): 8º
Ejemplo: G85
%85.nc
[G85]
N1 T21 G95 F0.23 G96 S248 M3
N2 G0 X62 Z2
N3 G85 X60 Z-30 I0.3
N4 G1 X80
N5 G85 X80 Z-40 K0
N6 G1 X100
N7 G85 X100 Z-60 I1.2 K6 E0.11
N8 G1 X110
FINAL
El tallado libre se realiza sólo en esquinas del contorno
rectangulares y paralelas al eje sobre el eje longitudinal.
Corrección del radio de la cuchilla:no se realiza - Se
puede programar el SRK con G41/G42 y volver a
desconectar con G40.
Sobremedidas: no se calculan
Parámetro de entalladura DIN 509 F (medidas en mm)
Diámetro
Profundidad del tallado
libre I
Longitud del tallado
libre K
Radio de entalladura R
Profundidad transversal P
< 18
0,25
2
0,6
0,1
> 18 - 80
0,35
2,5
0,6
0,2
> 80
0,45
4
1
0,3
Parámetro de entalladura DIN 509 E (medidas en mm)
Diámetro
Profundidad del tallado libre I
Longitud del tallado libre K
Radio R del tallado libre
< 18
0,25
2
0,6
> 18 - 80
0,35
2,5
0,6
> 80
0,45
4
1