20 mecanizado de superficies fr ontales – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 364
364
6 Programación DIN
6.20 Mecanizado de superficies fr
ontales
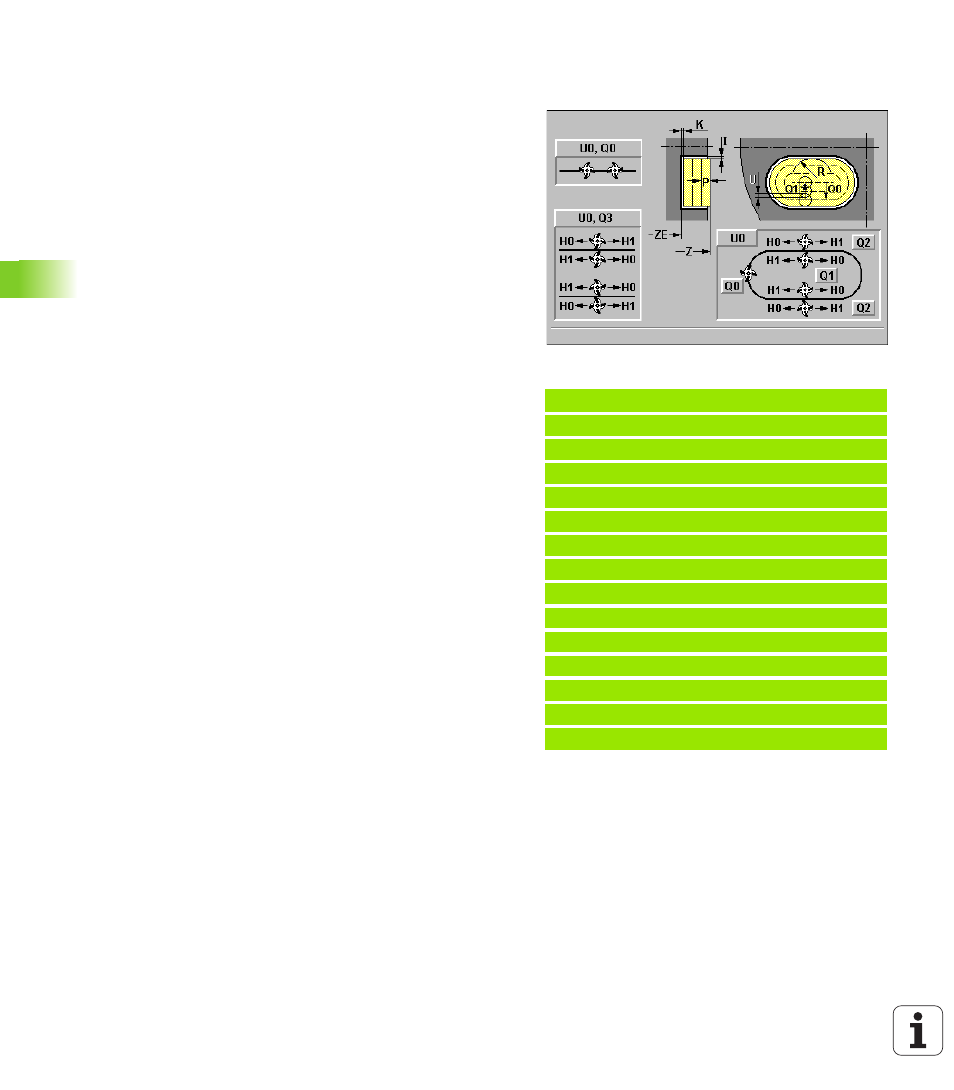
Ciclo de fresado de contornos y de figuras en la
superficie frontal G793
G793 fresa figuras o "contornos libres" (abiertos o cerrados) sobre la
superficie frontal. Al G793 le sigue:
la figura a fresar con:
círculo (G304), rectángulo (G305) o polígono (G307)
Fin del contorno de fresado (G80)
el contorno libre con:
Punto inicial del contorno de fresado (G100)
Contorno de fresado (G101, G102, G103)
Fin del contorno de fresado (G80)
Parámetro
Superficie de fresado Z
Base de fresado ZE
Aproximación máxima P
(por defecto: profundidad total en una
aproximación)
Factor de solapamiento U:
Contorno - o fresado de cajeras (por
defecto: 0)
U=0: Fresado de contornos
U>0: Fresado de cajeras - solapamiento mínimo de la trayectoria
de fresado = U*Diámetro de fresado
Radio de entrada R
(Radio de arco de entrada/salida) –
(por defecto: 0)
R=0: el elemento del contorno se aproxima directamente;
aproximación al punto de entrada por encima del nivel de fresado
- después aproximación de profundidad perpendicular
R>0: La fresa desplaza el arco de entrada/salida, el cual se
aproxima tangencialmente al elemento del contorno
R<0 en esquinas interiores: La fresa desplaza el arco de entrada/
salida, el cual se aproxima tangencialmente al elemento del
contorno
R<0 en esquinas exteriores: Longitud del elemento lineal de
entrada/salida; el elemento del contorno se aproxima/sale
tangencialmente
Sobremedida I
paralela al contorno
K Sobremedida Z
(en dirección de aproximación)
Avance de aproximación F
para la aproximación de profundidad (por
defecto: avance activo)
Avance reducido E
para elementos circulares (por defecto: avance
activo)
Dirección del fresado H
(por defecto: 0): influye junto con la
dirección de giro de la fresa en la dirección de fresado (véase
figura auxiliar)
H=0: Contramarcha
H=1: Marcha síncrona
Ejemplo: G793
%100.nc
[G100, G101, G102, G103, G793]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE-5 P2 U0.5 R0 I0.5 F0.15 H0 Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
FINAL