Rosca longitudinal ampliada g351, 15 ciclos de r o scado – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 342
342
6 Programación DIN
6.15 Ciclos de r
o
scado
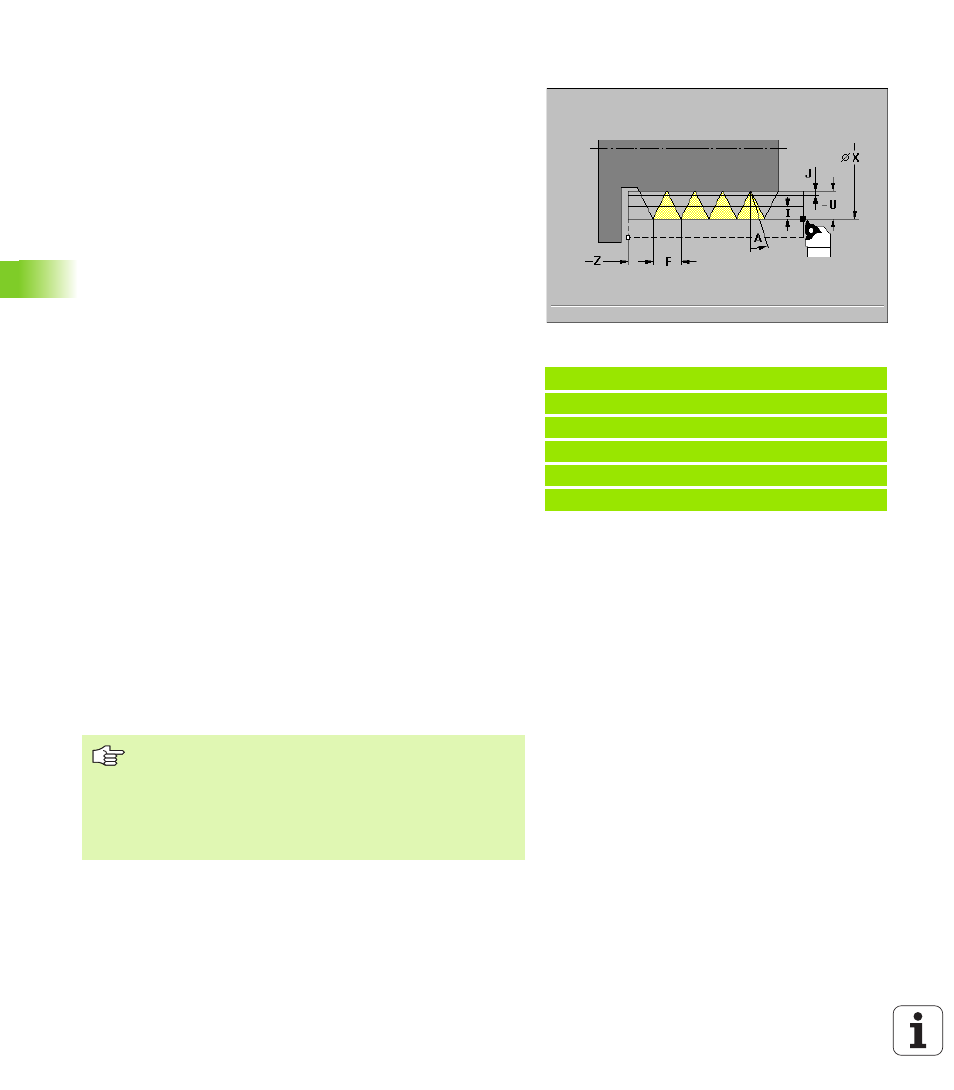
Rosca longitudinal ampliada G351
G351 elabora una rosca longitudinal en uno o varios pasos (roscado
interioro exterior) con paso variable. La rosca comienza en la posición
actual de la herramienta y finaliza en el "punto final X, Z".
Parámetro
Punto final Z
Roscado
Paso de rosca F
Profundidad de rosca U
U>0: Rosca interior
U<=0: Rosca exterior (lado longitudinal y frontal)
U= +999 ó –999: la profundidad de la rosca se calcula
Aproximación máxima I
- sin datos: se calcula según el paso y la
profundidad de rosca
A Ángulo de profundización
(por defecto: 30°):
Campo: -60° < A < 60°
A>0: Aproximación desde el lado derecho
A<0: Aproximación desde el lado izquierdo
Nº de pasos D
(por defecto: 1)
Profundidad de corte restante J
(por defecto: 1/100 mm)
Paso variable E
(por defecto: 0)
E>0: aumenta el paso por vuelta según E
E<0: disminuye el paso por vuelta según E
Roscados interiores o exteriores: véase signo de "U“
Subdivisión del corte: El primer corte se produce con "I", en cada
corte siguiente se reduce la profundidad de corte, hasta que se alcanza
"J".
Sobreposicionamiento del volante (si su máquina está equipada
para ello): Las sobreposiciones están limitadas:
Dirección X: según la profundidad actual de corte - no sobrepasar el
punto inicial/final de la rosca
Dirección Z: máximo 1 paso de roscado - no sobrepasar el punto
inicial/final de la rosca
Ejemplo: G351
%351.nc
[G351]
N1 T45 G97 S1500 M3
N2 G0 X16 Z4
N3 G351 Z-29 F1.5 U-0.9 I0.2
FINAL
La "parada de ciclo" actúa al final de un corte de rosca.
El override del avance y del cabezal están inactivos
durante la ejecución del ciclo.
El sobreposicionamiento del volante se activa mediante
un interruptor en el panel de mandos de la máquina.
El control previo está desconectado