Acabado del contorno g89 – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 319
HEIDENHAIN MANUALplus 4110
319
6.1
1
Ciclos de gir
o
r
e
fe
ri
dos al cont
or
no
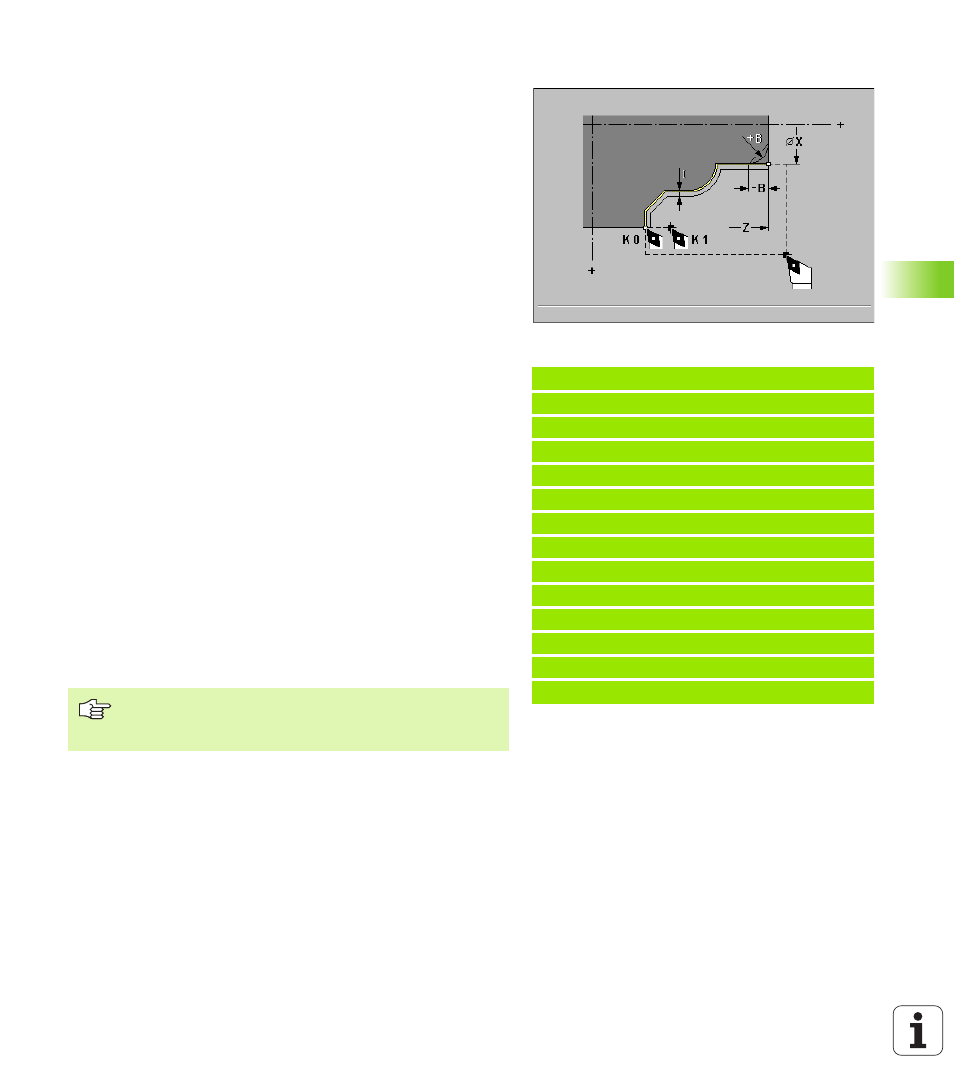
Acabado del contorno G89
G89 realiza el acabado en la sección del contorno descrita en las
secuencias de frases (véase “Descripción del contorno" en pág. 310).
En la frase NC tras G89 se activa el SRK con un comando G41/G42 (sin
parámetros) y se determina la posición de la herramienta (referencia:
dirección del contorno):
G41: Herramienta derecha del contorno
G42: Herramienta izquierda del contorno
El MANUALplus desconecta el SRK al final del ciclo. Si no programa
ningún G41/G42, el SRK no se activa.
Parámetro
Bisel/redondeo B
al inicio de la sección del contorno
B>0: Radio del redondeo
B<0: Anchura del bisel
Sobremedida I
: Sobremedida equidistante – se permite una
sobremedida negativa
Elevación al final K
– Determina la posición de la herramienta tras
la ejecución del ciclo:
Sin datos: regreso al punto inicial del ciclo
K=0: La herramienta se detiene al final del ciclo
K>0: La herramienta se eleva a K
Posición del elemento J
: La sección del contorno comienza con un
bisel/redondeo, J define la posición del "elemento de referencia
imaginario" (por defecto: 1)
Elemento de referencia:
J=1: elemento transversal en dirección X
J=–1: elemento transversal en dirección -X
J=2: elemento longitudinal en dirección +Z
J=–2: elemento longitudinal en dirección -Z
Ejemplo: G89
%89.nc
[G89]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G89 B-2 I2 K1 J1
N4 G42
N5 G0 X40 Z0
N6 G1 Z-20 B3
N7 G1 X60 B-2
N8 G1 Z-32
N9 G25 H5 W30
N10 G1 X70
N11 G80
FINAL
Sobremedida: La sobremedida G58 se calcula cuando no
se indica I en el ciclo. Tras la ejecución del ciclo se borra
la sobremedida.