Rosca iso métrica g35, 15 ciclos de r o scado – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 340
340
6 Programación DIN
6.15 Ciclos de r
o
scado
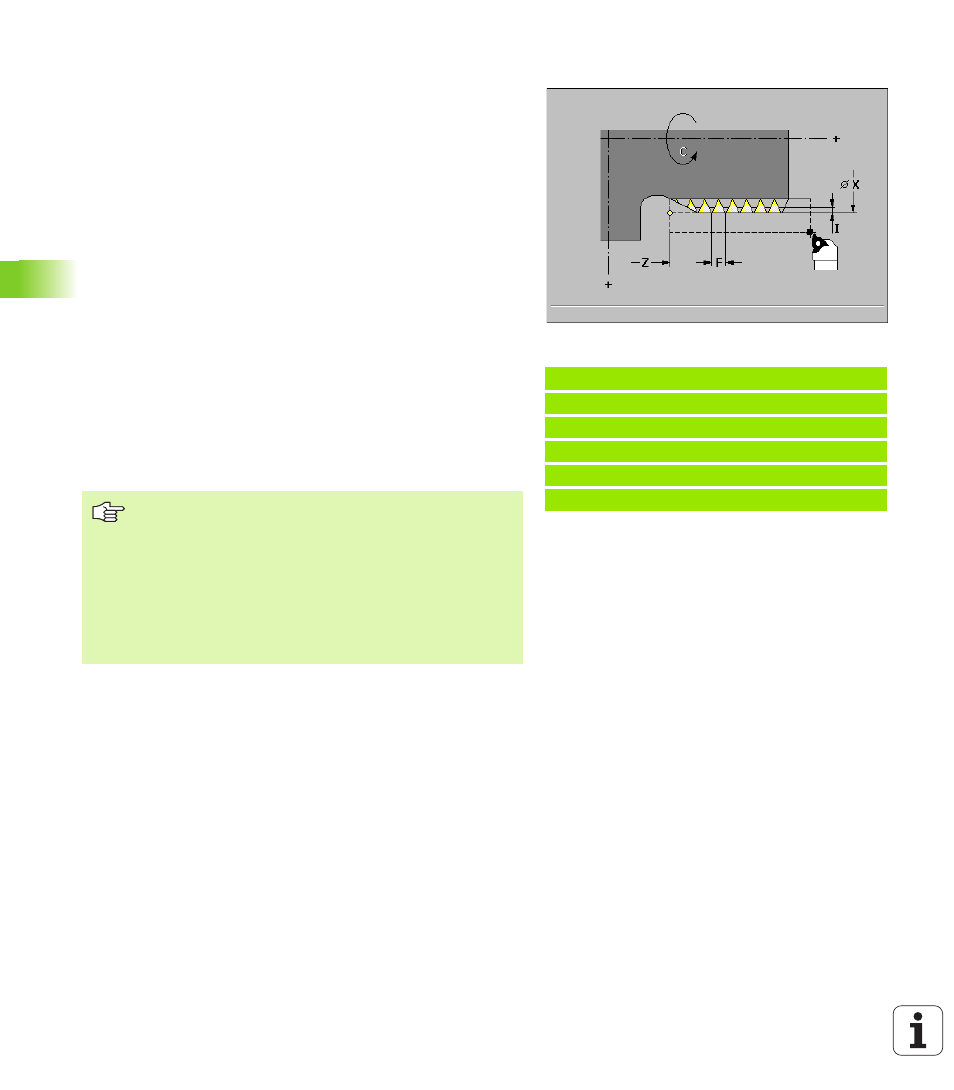
Rosca ISO métrica G35
G35 elabora una rosca longitudinal (roscado interior o exterior). La
rosca comienza en la posición actual de la herramienta y finaliza en el
"punto final X, Z".
El MANUALplus calcula según la posición de la herramienta relativa al
punto final de la rosca si se elabora un roscado exterior o interior.
Parámetro
Punto final X
Roscado (Cota de diámetro)
Punto final Z
Roscado
Paso de rosca F
– por defecto: se calcula en base al diámetro según
la tabla (véase “Paso de roscado" en pág. 524)
Aproximación máxima I
- sin datos: I se calcula según el paso y la
profundidad de rosca
Número de recorridos en vacío Q
(por defecto: 0): que se realizan
tras el último corte
Cortes restantes B
(por defecto: 0)
B=0: Subdivisióin del "último corte" en 1/2, 1/4 y 1/8 cortes.
B=1: sin subdivisión de corte restante
Aproximaciones: Cuando U/I resulta con un resto, este "resto" es
válido para la primera aproximación. El "último corte" se subdivide en
1/2, 1/4 y 1/8 cortes.
Ejemplo: G35
%35.nc
[G35]
N1 T45 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
FINAL
La "parada de ciclo" actúa al final de un corte de rosca.
El override del avance y del cabezal están inactivos
durante la ejecución del ciclo.
En las roscas interiores debería indicarse previamente
el "paso de rosca F", ya que el diámetro del elemento
longitudinal no es el diámetro de la rosca. Si se emplea
el cálculo del paso de rosca del MANUALplus, son
pocas las variaciones.
El Control previo está conectado