12 ciclos de giro sencillos, Desbaste longitudinal g81 – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 320
320
6 Programación DIN
6.12 Ciclos de gir
o
sencillos
6.12 Ciclos de giro sencillos
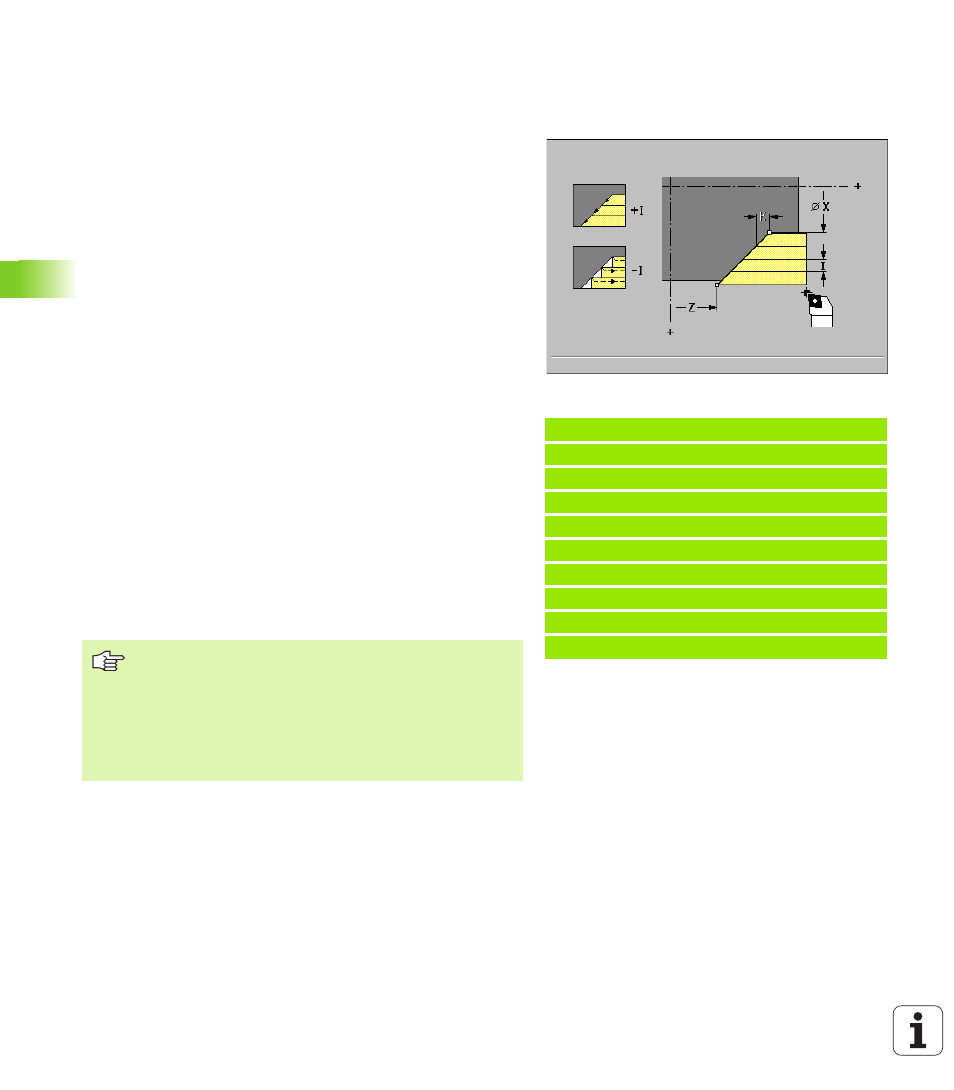
Desbaste longitudinal G81
G81 realiza el arranque de viruta en el campo del contorno descrito
mediante la posición actual de la herramienta y "X/Z" en dirección
longitudinal.
Parámetro
Punto inicial X
de la sección del contorno (cota del diámetro)
Punto final Z
de la sección del contorno
Aproximación máxima I
en X: La subdivisión del corte se calcula de
tal forma que se evite un "corte desviado" y la aproximación
alcanzada sea <= I.
I>0: con repaso del contorno
I<0: sin repaso del contorno
Desvío K
: Aproximación a Z (por defecto: 0)
Función G Q Aprox.
: Función G con la que se realiza la aproximación
Q=0: Aproximación con G0
Q=1: Aproximación con G1
Desplazamiento libre V
(por defecto: 0)
V=0: Retorno al punto inicial del ciclo en Z y último diámetro de
elevación en X
V=1: Retorno al punto inicial del ciclo
Notas sobre la ejecución del ciclo:
El ángulo de una inclinación se define con "I y K".
El MANUALplus calcula la dirección del mecanizado y de
aproximación en base a la posición actual de la herramienta respecto
al punto inicial/final del contorno.
Ejemplo: G81
%81.nc
[G81]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 V0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 V1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
FINAL
Corrección del radio de la cuchilla: no se realiza.
Sobremedidas: Las sobremedidas G57 se calculan.
Permanecen activas tras la ejecución del ciclo.
Sobremedidas en contornos interiores: Programar
las sobremedidas G57 negativas (sólo es posible con
"libre introducción")
Distancia de seguridad tras un corte: 1 mm.