Recorrido con bisel g88, 12 ciclos de gir o sencillos – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 324
324
6 Programación DIN
6.12 Ciclos de gir
o
sencillos
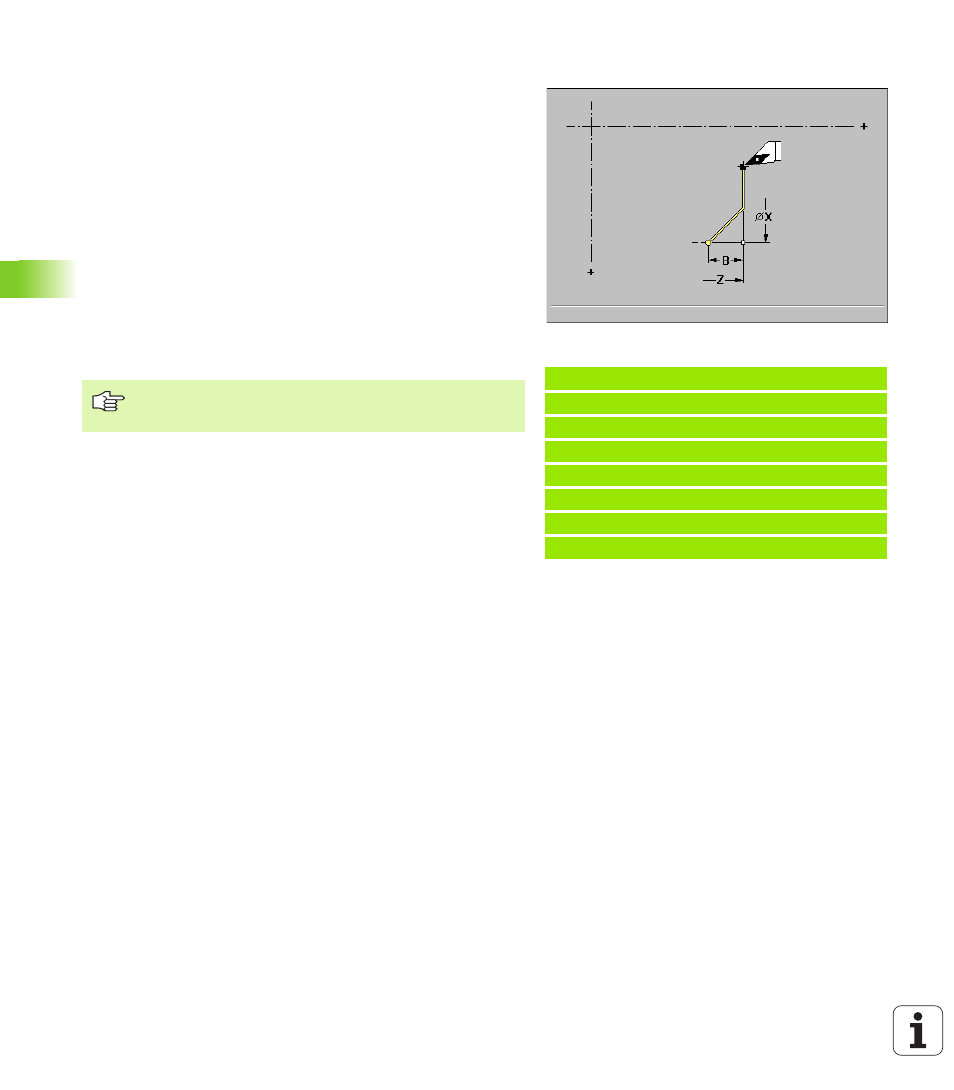
Recorrido con bisel G88
G88 realiza biseles en esquinas exteriores rectangulares y paralelas al
eje. Se mecaniza el elemento longitudinal o transversal anterior,
cuando la herramienta se encuentra antes de la ejecucióin del ciclo
sobre la coordenada X o Z del punto de la esquina. Los biseles se
mecanizan en un corte.
El MANUALplus calcula la dirección del bisel en base a la "orientación
de la herramienta" (véase “Herramientas de tornear" en pág. 419).
Posición de la herramienta tras la ejecución del ciclo: Punto final del
bisel
Parámetro
Punto de esquina X
(Cota de diámetro)
Punto de esquina Z
Anchura del bisel B
Avance reducido E
: por defecto: avance activo
Ejemplo: G88
%88.nc
[G88]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G88 X84 Z0 B2
N5 . . .
FINAL
Corrección del radio de la cuchilla: se realiza.
Sobremedidas: no se calculan.