16 ciclos de tallado libr e – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 347
HEIDENHAIN MANUALplus 4110
347
6.16 Ciclos de tallado libr
e
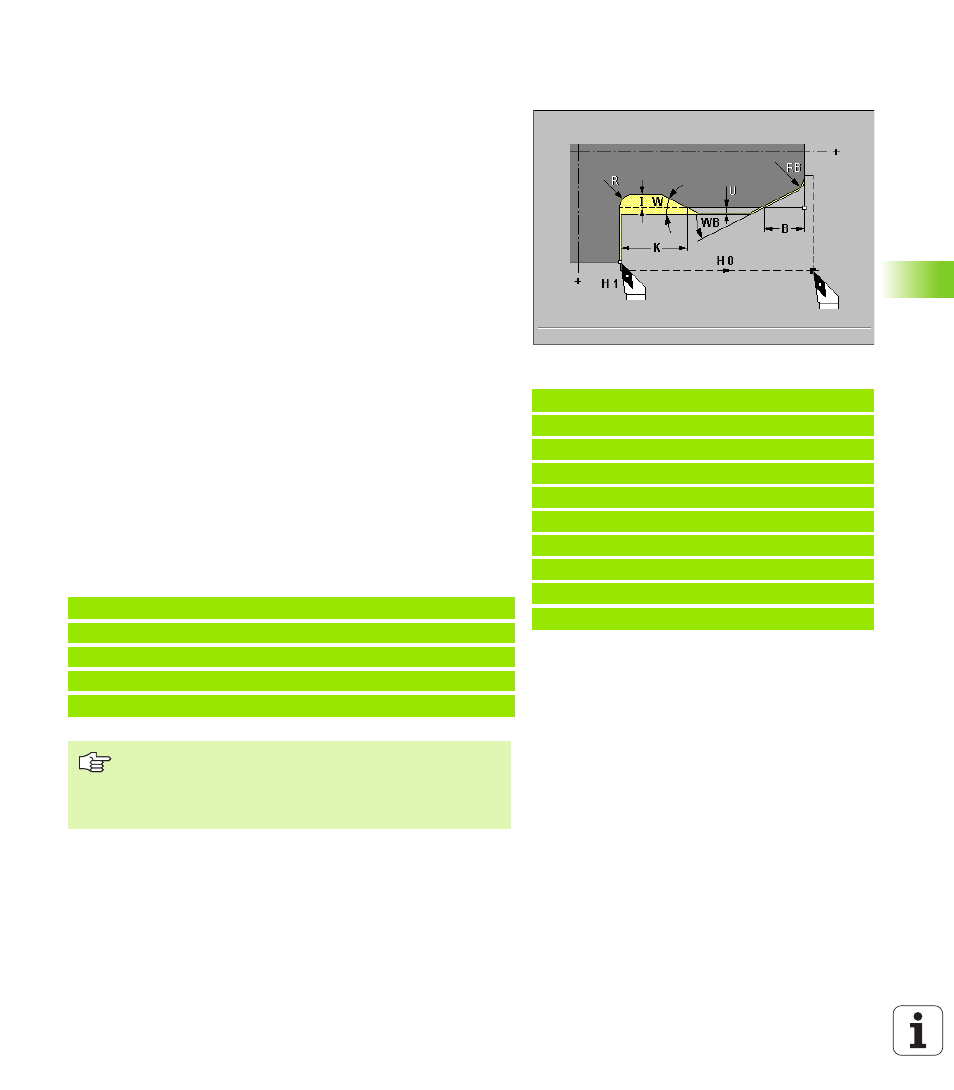
Tallado libre DIN 509 E con mecanizado de
cilindro G851
El ciclo mecaniza el cilindro antepuesto, la entalladura, la superficie
transversal de unión y la entrada al cilindro si se indica uno de los
parámetros "B" o "RB".
Parámetro
Profundidad de entalladura I
(por defecto: Tabla normalizada)
Longitud de entalladura K
(por defecto: Tabla normalizada)
Angulo de entalladura W
(por defecto: Tabla normalizada)
Longitud de la entrada al ciclo B
– sin datos: la entrada al ciclo
no se mecaniza
Radio de la entrada al ciclo RB
– sin datos: el radio de la entrada
no se mecaniza
Angulo de entrada WB
(por defecto: 45 °)
Avance reducido E
(por defecto: avance activo): para la
profundización y para la entrada al cilindro
Tipo de salida H
(por defecto: 0)
H=0: La herramienta regresa al punto inicial
H=1: La herramienta se situa al final de la superficie transversal
Sobremedida de rectificado U
para el campo del cilindro (por
defecto: 0)
Nota:
El MANUALplus determina según el diámetro del cilindro de la tabla
normalizada los parámetros que no se programan (véase “DIN 509 E,
DIN 509 F – Parámetros de entalladura" en pág. 527).
Frases siguientes de la llamada al ciclo
Ejemplo: G851
%851.nc
[G851]
N1 T21 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G851 I3 K15 W30 R2 B5 RB2 WB30 E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
FINAL
N.. G851 I.. K.. W.. /Llamada al ciclo
N.. G0 X.. Z.. /Punto de esquina de la entrada al ciclo
N.. G1 Z.. /Esquina de la entalladura
N.. G1 X.. /Punto final de la superficie transversal
N.. G80 /Fin de la descripción del contorno
El tallado libre se realiza sólo en esquinas del contorno
rectangulares y paralelas al eje sobre el eje longitudinal.
Corrección del radio de la cuchilla se realiza.
Sobremedidas: no se calculan