14 ciclos de cilindr ado – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 333
HEIDENHAIN MANUALplus 4110
333
6.14 Ciclos de cilindr
ado
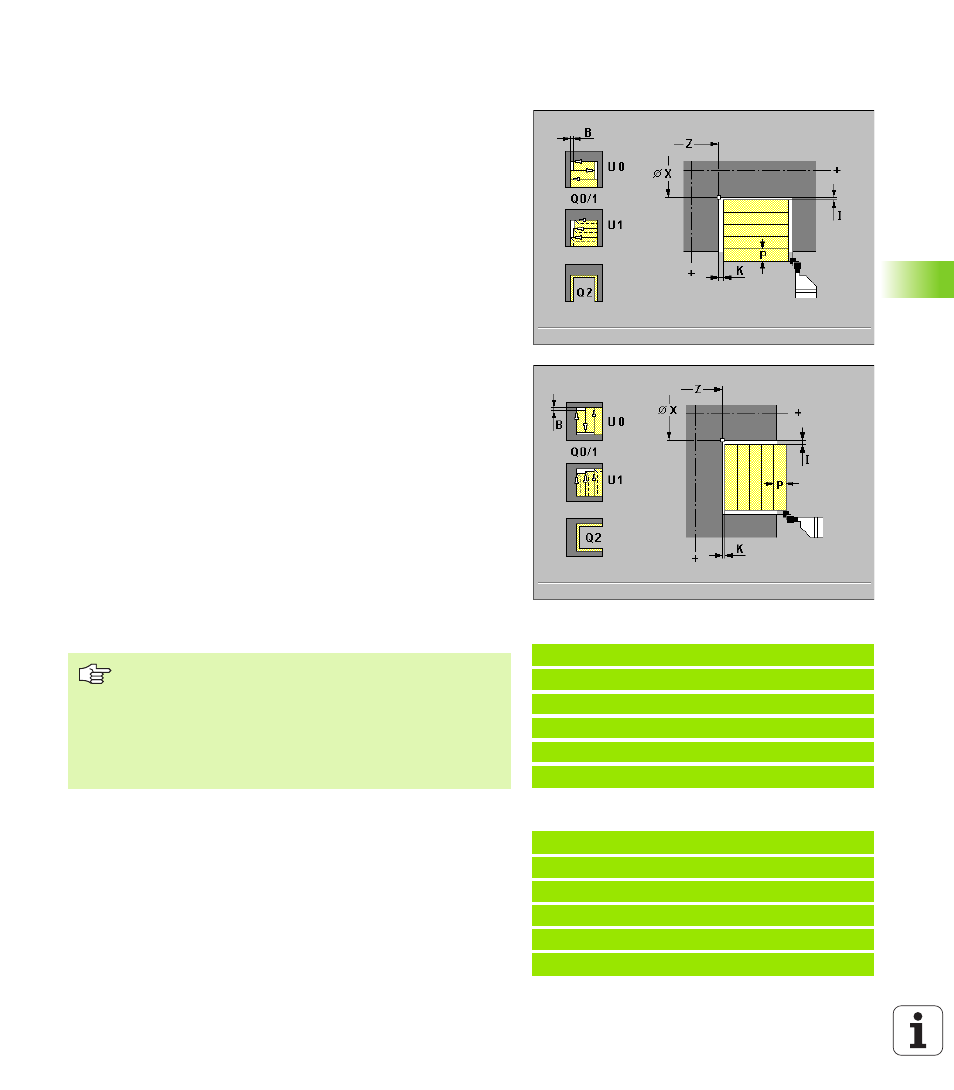
Ciclo de cilindrado simple longitudinal G811/
transversal G821
Los ciclos mecanizan el rectángulo descrito mediante la posición de la
herramienta y "X, Z".
Parámetro
X Punto de esquina base X
(Cota de diámetro)
Z Punto de esquina base Z
Aproximación máxima P
: La subdivisión del corte se calcula de tal
forma que se evite un "corte desviado" y la aproximación sea <=P.
I Sobremedida X
(por defecto: 0)
K Sobremedida Z
(por defecto: 0)
Desbaste/acabado Q
(por defecto: 0)
Q=0: primero se produce el mecanizado previo teniendo en
cuenta las sobremedidas y a continuación el acabado con el
avance E
Q=1: sólo desbaste
Q=2: sólo acabado – "I, K" define el material a mecanizar
Torneado unidireccional U
(por defecto: 0):
U=0: bidireccional
U=1: unidireccional
– G811: en dirección al cabezal principal
– G821: en dirección al "punto de esquina en la base X"
Anchura de desviación B
(por defecto: 0)
Avance de profundización O
(por defecto: avance activo)
Avance de acabado E
(por defecto: avance activo)
Notas sobre la ejecución del ciclo:
Posición de la herramienta tras la ejecución del ciclo: Punto inicial del
ciclo
Ejemplo: G811
%811.nc
[G811]
N1 T38 G95 F0.4 G96 S140 M3
N2 G0 X122 Z-30
N3 G811 X80 Z-60 P2 Q1 B0.1 O0.2
FINAL
Ejemplo: G821
%821.nc
[G821]
N1 T30 G95 F0.4 G96 S140 M3
N2 G0 X100 Z5
N3 G821 X60 Z-15 P2 Q1 B0.1 O0.25
FINAL
Las sobremedidas I, K se deben indicar
obligatoriamente en el clindrado-acabado (Q=2), ya que
se define el material que se mecaniza en el acabado.
Corrección del radio de la cuchilla: se realiza.
Las sobremedidas G57/G58 se calculan cuando no se
programan "I, K". Tras la ejecución del ciclo se borran las
sobremedidas.