Desbaste paralelo al contorno g836 – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 317
HEIDENHAIN MANUALplus 4110
317
6.1
1
Ciclos de gir
o
r
e
fe
ri
dos al cont
or
no
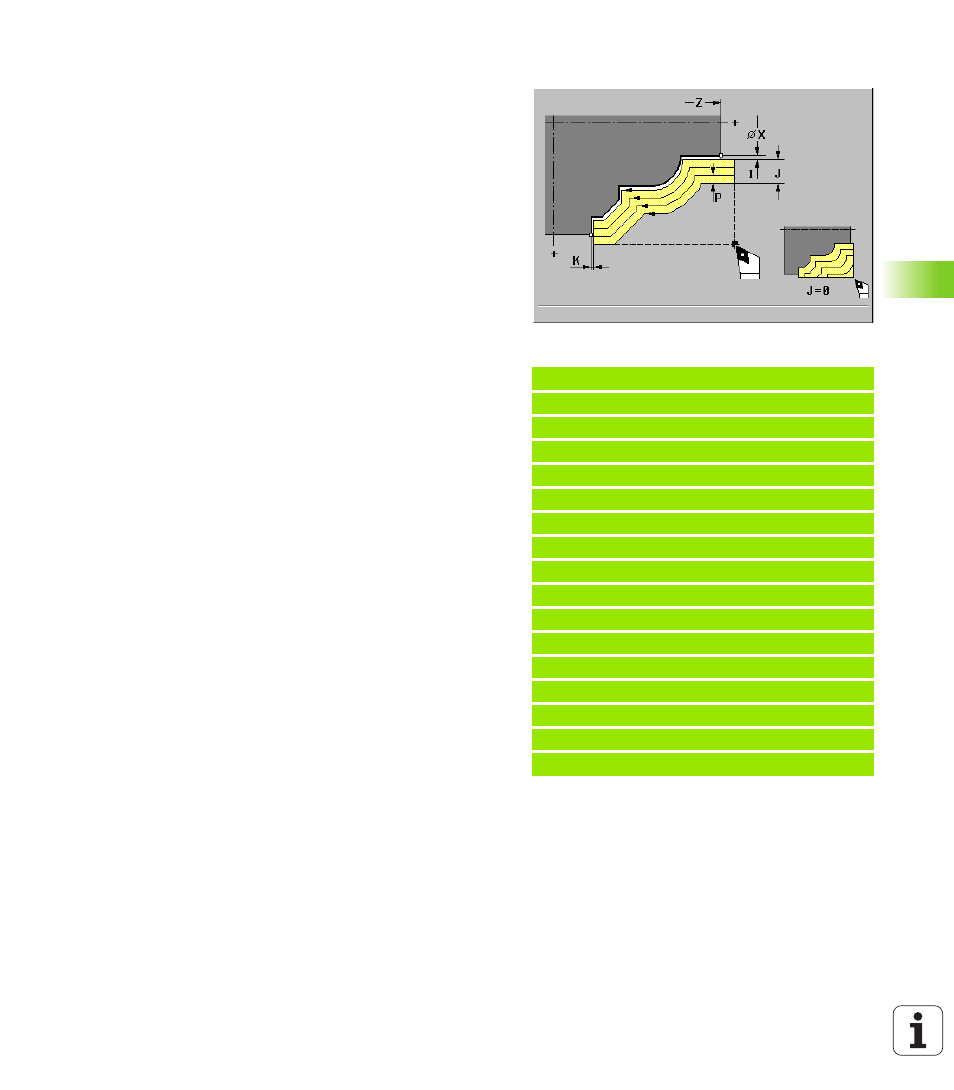
Desbaste paralelo al contorno G836
G836 desbasta secciones de la pieza paralelamente al contorno. El
punto de arranque del contorno se define o bien en el ciclo con "X, Z"
o en la frase G0 después de la llamada de ciclo. Las secuencias de
frases del G836 describen la sección del contorno. G80 termina la
descripción del contorno.
Parámetro
Punto inicial X
(Cota de diámetro)
Punto inicial Z
Aproximación máxima P
- la profundidad de aproximación se evalúa
dependiendo de "J". La subdivisión del corte se calcula de forma que
se eviten "cortes"
J=0: P es la profundidad máxima de aproximación. El ciclo reduce
la profundidad de aproximación, cuando la aproximación
programada no es posible en sentido longitudinal o transversal
debido a la geometría de corte.
J>0: P es la profundidad de aproximación. Esta aproximación se
utiliza en sentido longitudinal y transversal.
I Sobremedida X
(Cota de diámetro) - (por defecto: 0)
K Sobremedida Z
(por defecto: 0)
Sobremedida de la pieza en bruto J
- el ciclo arranca la viruta
J=0: a partir de la posición de la herramienta
J>0: el campo descrito a través de la cota de la pieza en bruto
Desbaste transversal Q
(por defecto: 0): Mecanizado longitudinal o
transversal
Q=0: Mecanizado longitudinal
Q=1: Mecanizado transversal
Notas sobre la ejecución del ciclo:
El MANUALplus calcula la dirección del mecanizado y de
aproximación en base a la posición actual de la herramienta respecto
al punto inicial/final del contorno.
Ejemplo: G836
%836.nc
[G836]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G836 P4 I1 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
FINAL