Repaso de rosca api, 6 ciclos de r o scado y entalladur a – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 178
178
4 Programación de ciclos
4.6 Ciclos de r
o
scado y entalladur
a
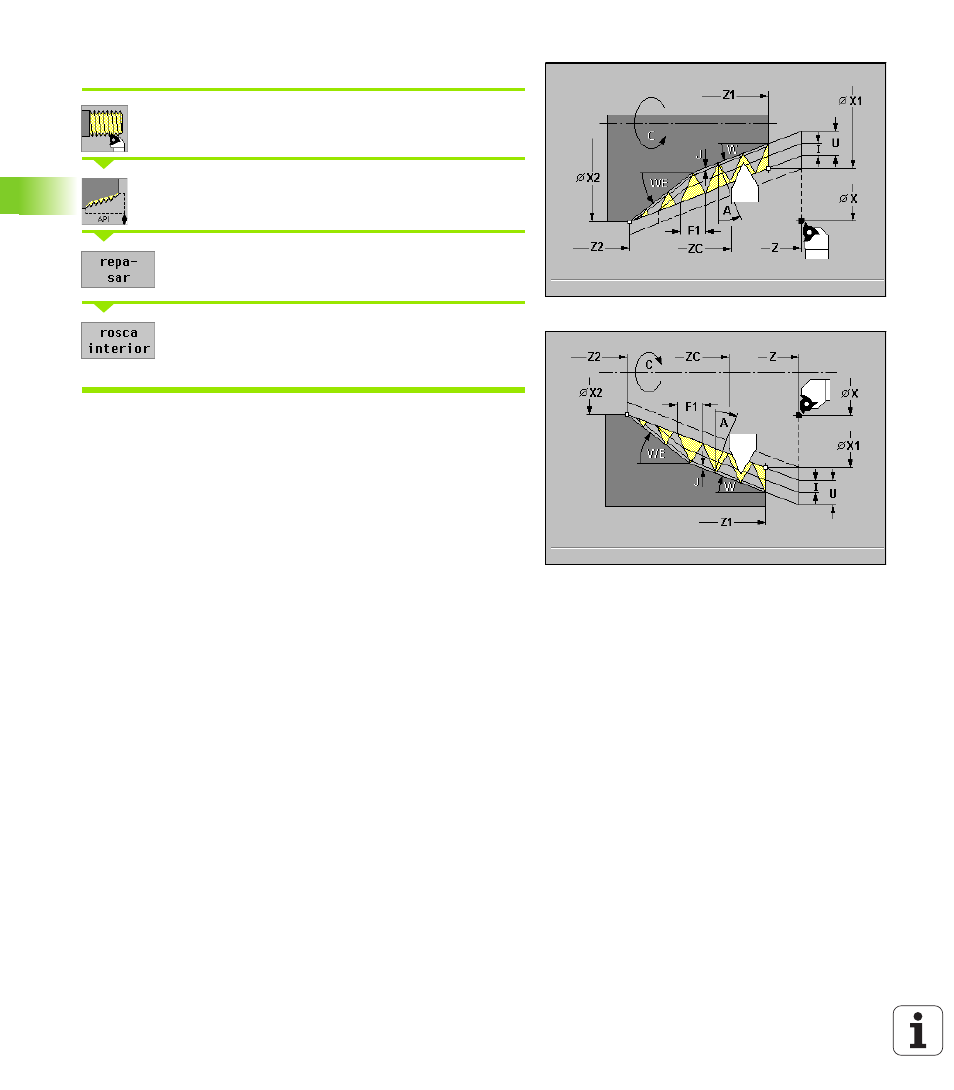
Repaso de Rosca API
Seleccionar "corte de rosca"
Seleccionar "rosca API"
Conectar Repaso
Softkey Rosca interior
Conectado: Rosca interior
Desconectado: Rosca exterior
El ciclo repasa una rosca API interior o exterior en uno o varios pasos.
Ya que la pieza ya está fijada, el MANUALplus debe conocer la
posición exacta de la rosca. Para ello se posiciona el extremo de la
cuchilla de la hta. de roscar de forma centrada sobre la rosca y se
aceptan las posiciones en el MANUALplus con los parámetros "C" y
"ZC" (Softkey Aceptar posición. De estos valores el ciclo calcula el
ángulo del cabezal en el "punto inicial Z".
Parámetro de ciclo
Punto inicial X1, Z1
de la rosca (sin recorrido inicial)
Punto final de la rosca X2, Z2
(sin recorrido por inercia)
Angulo medido C
Posición medida ZC
Paso de roscado F1
(= Avance)
Profundidad de rosca U
Sin datos: se calcula
Rosca exterior: U=0.6134*F1
Rosca interior: U=–0.5413*F1
1ª profundidad de corte I
I<U: primer corte con "I" - cada corte siguiente: Reducción de la
profundidad de corte hasta "J".
I=U: un corte
Sin datos: se calcula según U y F1
A Ángulo de profundización
(por defecto: 30°):
Campo: -60° < A < 60°
A<0: Aproximación desde el lado izquierdo
A>0: Aproximación desde el lado derecho
Angulo cónico W:
campo: -45° < W < 45°
Angulo de inercia WE:
campo: 0° < WE < 90°
Profundidad de corte restante J
– por defecto: 1/100 mm