1 programación din, 1 pr ogr a mación din 6.1 programación din – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 278
278
6 Programación DIN
6.1 Pr
ogr
a
mación DIN
6.1
Programación DIN
La estructura de programas y frases se basa en la
norma DIN 66025 (por ello el concepto "programación
DIN"). El MANUALplus trabaja con programas DIN y
macros DIN.
Los programas DIN son programas NC
"independientes". Es decir, deben contener todas las
instrucciones de desplazamiento y activación que se
precisan para la elaboración de la pieza deseada.
Las macros DIN se agrupan en programas de ciclos.
"No son independientes", sino que resuelven un
problema dentro de un programa de ciclos. Sin
embargo, la utilización de las macros DIN depende de
cómo se disponga de las funciones. También en los
macros DIN están disponibles todas las instrucciones.
A partir de ahora se hablará de "programas DIN" o
"programas NC", sin diferenciar si son programas o
macros.
Verificación de programas y macros DIN
Los programas y las macros DIN se verifican con la
simulación gráfica. En las macros DIN esto es posible
en la programación del ciclo. En los programas DIN se
debe cambiar a "secuencia del programa" y llamar a la
simulación.
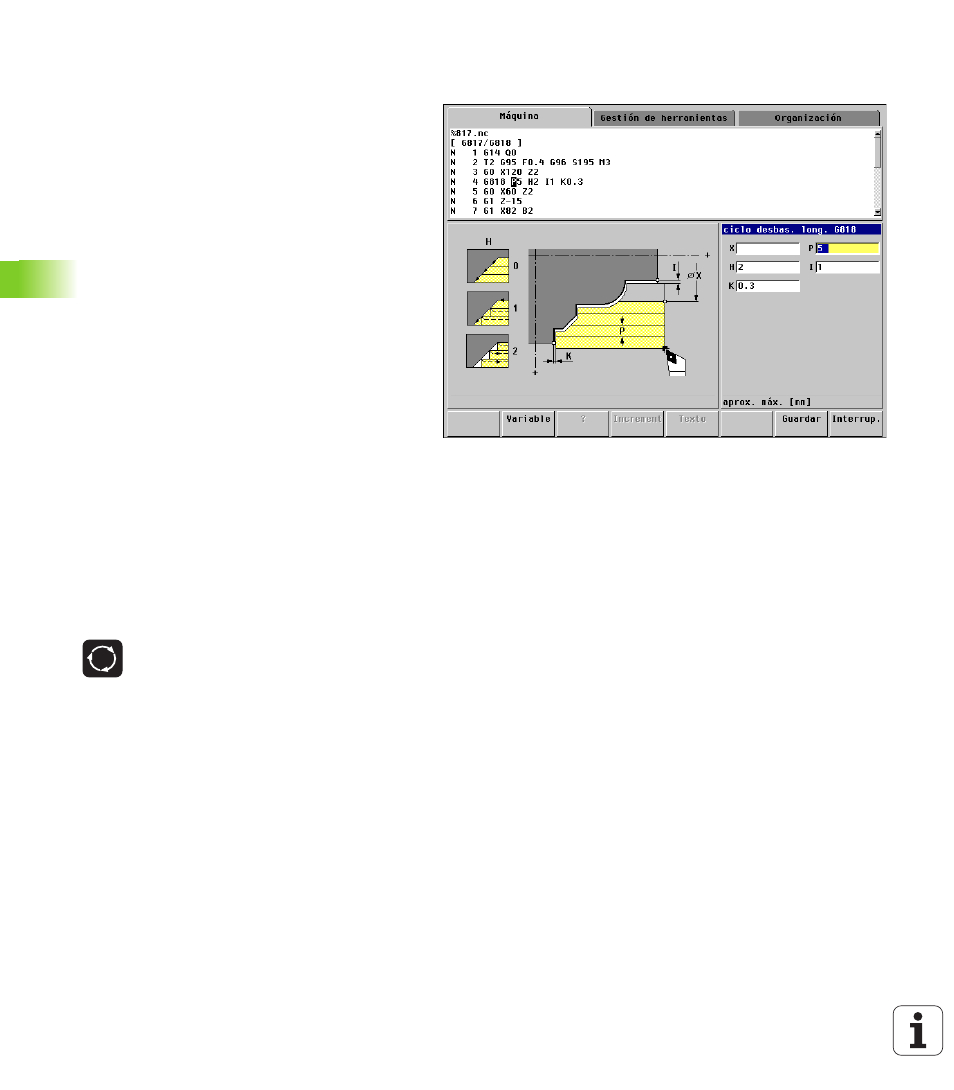
Imágenes auxiliares
Las imágenes auxiliares expresan la funcionalidad y
los parámetros de las instrucciones de recorrido de
los ciclos. Normalmente muestran un mecanizado
externo. Con la "tecla de circular" se conmuta a la
imagen auxiliar para el mecanizado interno,
con la "tecla de circular" se cambia
entre la imagen auxiliar para el
mecanizado externo e interno.
Notas sobre las representaciones y las figuras
auxiliares:
línea rayada: recorrido en marcha rápida
línea continua: recorrido con avance
Línea de cota con punta de fecha unilateral:
"medida direccional" - el signo determina la dirección
Línea de cota con punta de fecha bilateral:
"medida absoluta" - el signo no tiene importancia