21 mecanizado de superficies en v o lv ent e s – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 377
HEIDENHAIN MANUALplus 4110
377
6.21 Mecanizado de superficies en
v
o
lv
ent
e
s
Ciclo de fresado de contornos y de figuras en la
superficie envolvente G794
G794 fresa figuras o "contornos libres" (abiertos o cerrados) sobre la
superficie envolvente. Al G794 le sigue:
la figura a fresar con:
círculo (G314), rectángulo (G315) o polígono (G317)
Fin de la descripcióin del contorno (G80)
el contorno libre con:
Punto inicial (G110)
Descripción del contorno (G111, G112, G113)
Fin de la descripcióin del contorno (G80)
Parámetro
Arista superior del fresado X
Base de fresado XE
Aproximación máxima P
(por defecto: profundidad total en una
aproximación)
Factor de solapamiento U:
Contorno - o fresado de cajeras (por
defecto: 0)
U=0: Fresado de contornos
U>0: Fresado de cajeras - solapamiento mínimo de la trayectoria
de fresado = U*Diámetro de fresado
Radio de entrada R
(Radio de arco de entrada/salida) – (por defecto:
0)
R=0: el elemento del contorno se aproxima directamente;
aproximación al punto de entrada por encima del nivel de fresado
- después aproximación de profundidad perpendicular
R>0: La fresa desplaza el arco de entrada/salida, el cual se
aproxima tangencialmente al elemento del contorno
R<0 en esquinas interiores: La fresa desplaza el arco de entrada/
salida, el cual se aproxima tangencialmente al elemento del
contorno
R<0 en esquinas exteriores: Longitud del elemento lineal de
entrada/salida; el elemento del contorno se aproxima/sale
tangencialmente
Sobremedida K
paralela al contorno
I Sobremedida X
(en dirección de aproximación)
Avance de aproximación F
para la aproximación de profundidad (por
defecto: avance activo)
Avance reducido E
para elementos circulares (por defecto: avance
activo)
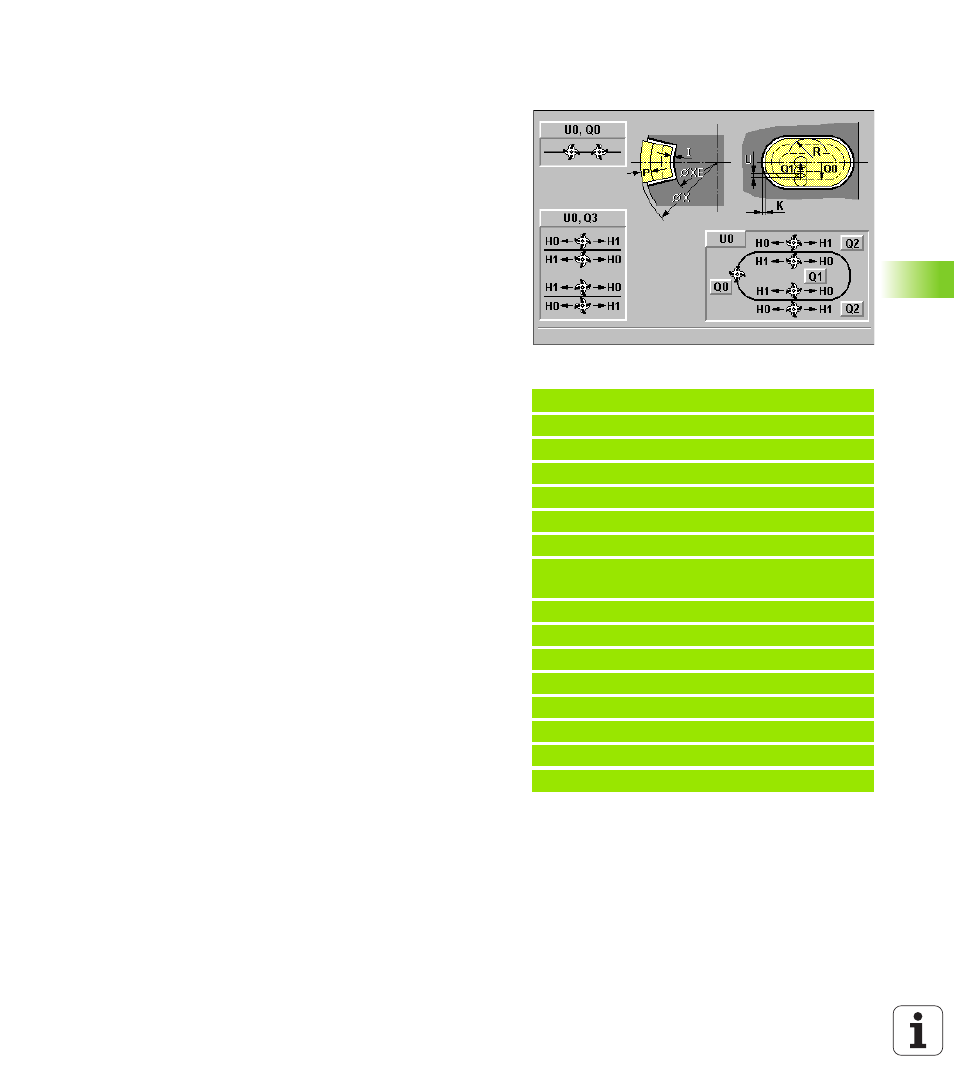
Dirección del fresado H
(por defecto: 0) influye junto con la
dirección de giro de la fresa a la dirección de fresado (véase figura
auxiliar)
H=0: Contramarcha
H=1: Marcha síncrona
Ejemplo: G794
%110.nc
[G110, G111, G113, G794]
N1 T71 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G794 X100 XE97 P2 U0.5 R0 K0.5 F0.15 H0
Q0
N7 G110 Z-20 CY0
N8 G111 Z-40
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635 B0
N12 G80
N13 M15
FINAL