Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 574
Ciclos de palpación: Controlar las piezas automáticamente
16.9 MEDIR ANCHURA INTERIOR (Ciclo 425, DIN/ISO: G425)
16
574
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
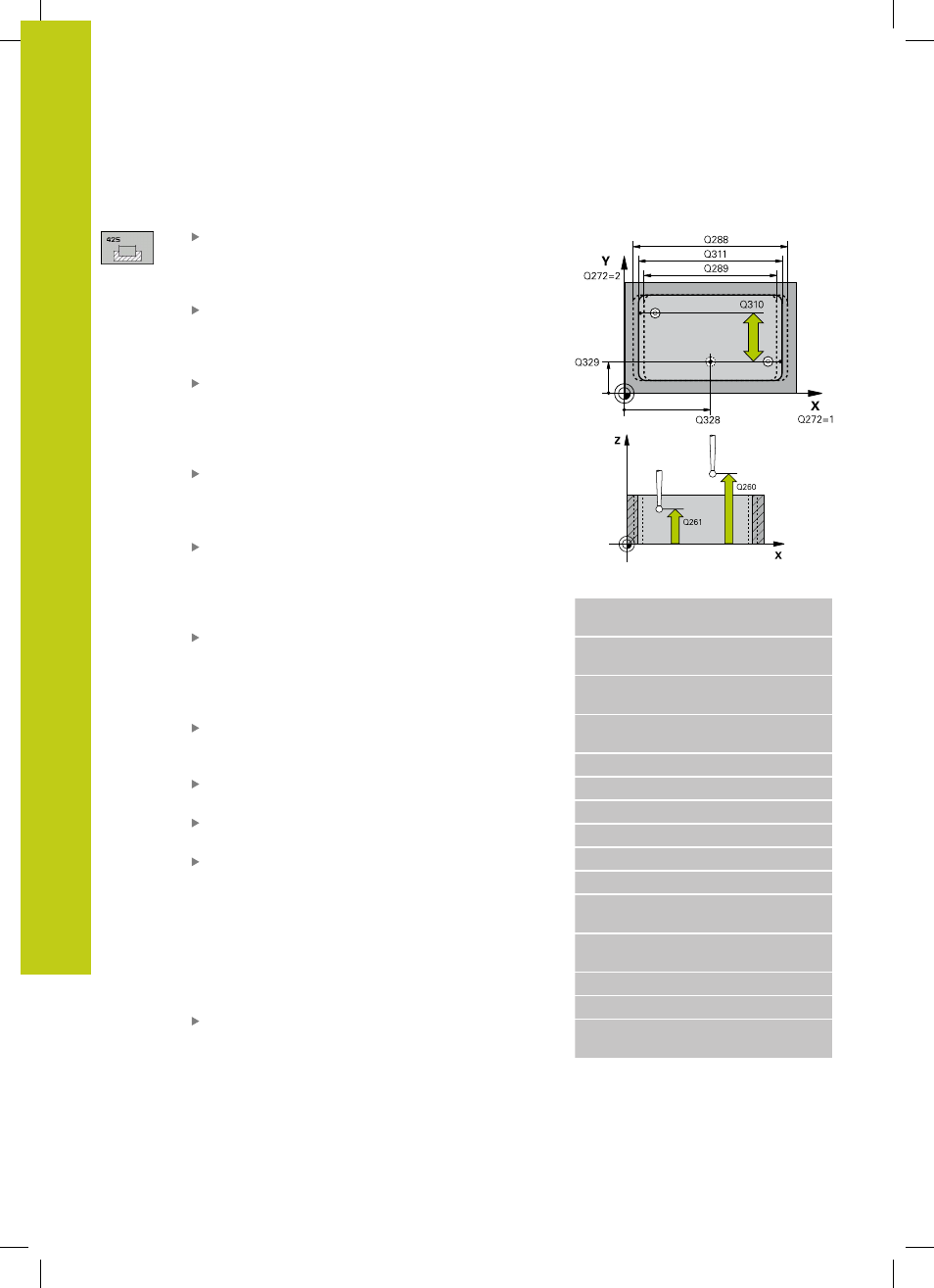
Parámetros de ciclo
Punto inicial 1er eje Q328 (valor absoluto):
Punto de partida del proceso de palpación en el
eje principal del plano de mecanizado. Campo de
introducción -99999,9999 a 99999,9999
Punto inicial 2º eje Q329 (valor absoluto): punto
de partida del proceso de palpación en el eje auxiliar
del plano de mecanizado. Campo de introducción
-99999,9999 a 99999,9999
Desplazamiento para la 2ª medición Q310 (valor
incremental): valor según el cual se desplaza el
palpador antes de la segunda medición. Si se
programa 0, el TNC no desvía el palpador. Campo de
introducción -99999,9999 a 99999,9999
Eje de medición Q272: Eje del plano de
mecanizado en el que debe tener lugar la medición:
1
: Eje principal = Eje de medición
2
: Eje auxiliar = Eje de medición
Altura de la medición en el eje del palpador
Q261 (valor absoluto): coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición. Campo
de introducción -99999,9999 a 99999,9999
Altura de seguridad Q260 (valor absoluto):
coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador
y la pieza. Campo de introducción -99999,9999 a
99999,9999
Longitud nominal Q311: Valor nominal de la
longitud a medir. Campo de introducción 0 a
99999,9999
Cota máxima Q288: longitud máxima admisible.
Campo de introducción 0 a 99999,9999
Cota mínima Q289: longitud mínima admisible.
Campo de introducción 0 a 99999,9999
Protocolo de medición Q281: determinar si el TNC
debe crear un protocolo de medición:
0
: No crear ningún protocolo de medición
1
: Crear protocolo de medición: el TNC guarda
el
fichero de protocolo TCHPR425.TXT
según
estándar en el directorio TNC:\.
2
: Interrumpir el desarrollo del programa y presentar
el protocolo de medición en la pantalla del TNC.
Continuar el programa con la tecla arranque-NC
Parada de PGM por error de tolerancia Q309:
determinar si el TNC debe interrumpir la ejecución
del programa al sobrepasar la tolerancia y emitir un
aviso de error:
0
: No interrumpir la ejecución del programa, no
emitir aviso de error
1
: Interrumpir la ejecución del programa, emitir aviso
de error
Frases NC
5 TCH PRONE 425 MEDIR ANCHURA
INTERIOR
Q328=+75
;PUNTO DE PARTIDA
1ER EJE
Q329=-12.5
;PUNTO DE PARTIDA 2º
EJE
Q310=+0
;DESPLAZAMIENTO 2ª
MEDICIÓN
Q272=1
;EJE DE MEDICIÓN
Q261=-5
;ALTURA DE MEDICIÓN
Q260=+10
;ALTURA SEGURA
Q311=25
;LONGITUD NOMINAL
Q288=25.05
;MEDIDA MÁXIMA
Q289=25
;MEDIDA MÍNIMA
Q281=1
;PROTOCOLO DE
MEDICIÓN
Q309=0
;DETENCIÓN DEL PGM
EN CASO DE ERROR
Q360=0
;HERRAMIENTA
Q320=0
;DIST. DE SEGURIDAD
Q301=0
;DESPLAZAR HASTA
ALTURA SEGURA
- TNC 122 User Manual
- ND 286
- ND 282 B
- ND 282
- NPD 281
- ND 281 B
- ND 261
- ND 231 B
- ND 221
- ND 221 B
- ND 220
- NDP 560
- NDP 560
- ND 523
- ND 530
- ND 750 v.1
- ND 750 v.2
- ND 760 v.2
- ND 760 v.1
- ND 770 v.2
- ND 770 v.1
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 68894x-01 DIN Programming
- SW 54843x-01
- SW 68894x-03 DIN Programming
- SW 68894x-01
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 320 (77185x-01) ISO programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-01) smarT.NC Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) Touch Probe Cycles
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-04) Touch Probe Cycles
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-02) Pilot
- iTNC 530 (34049x-08)
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) Cycle programming
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) ISO programming