Aplicación, Realización del ciclo desbaste, G814) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 352
Ciclos: Tornear
12.8 TORNEADO DE PROFUNDIZACIÓN AMPLIADO
LONGITUDINALMENTE
(Ciclo 814, DIN/ISO: G814)
12
352
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
12.8
TORNEADO DE PROFUNDIZACIÓN
AMPLIADO LONGITUDINALMENTE
(Ciclo 814, DIN/ISO: G814)
Aplicación
Con este ciclo se pueden tornear rebajes longitudinales con
elementos de profundización (ángulos de salida). Volumen de
funciones ampliado:
En el principio y final del contorno se puede añadir una fase o
redondeo
En el ciclo se puede definir un ángulo para la superficie de plano
y un radio para la esquina de contorno
El ciclo se puede utilizar para el mecanizado de desbaste, de
acabado o completo. El mecanizado de desbaste se realiza paralelo
al eje.
El ciclo se puede utilizar para el mecanizado de interiores y de
exteriores. Si el diámetro inicial
Q491 es más grande que el
diámetro final
Q493, el ciclo realiza un mecanizado exterior. Si el
diámetro inicial
Q491 es más pequeño que el diámetro final Q493,
el ciclo realiza un mecanizado interior.
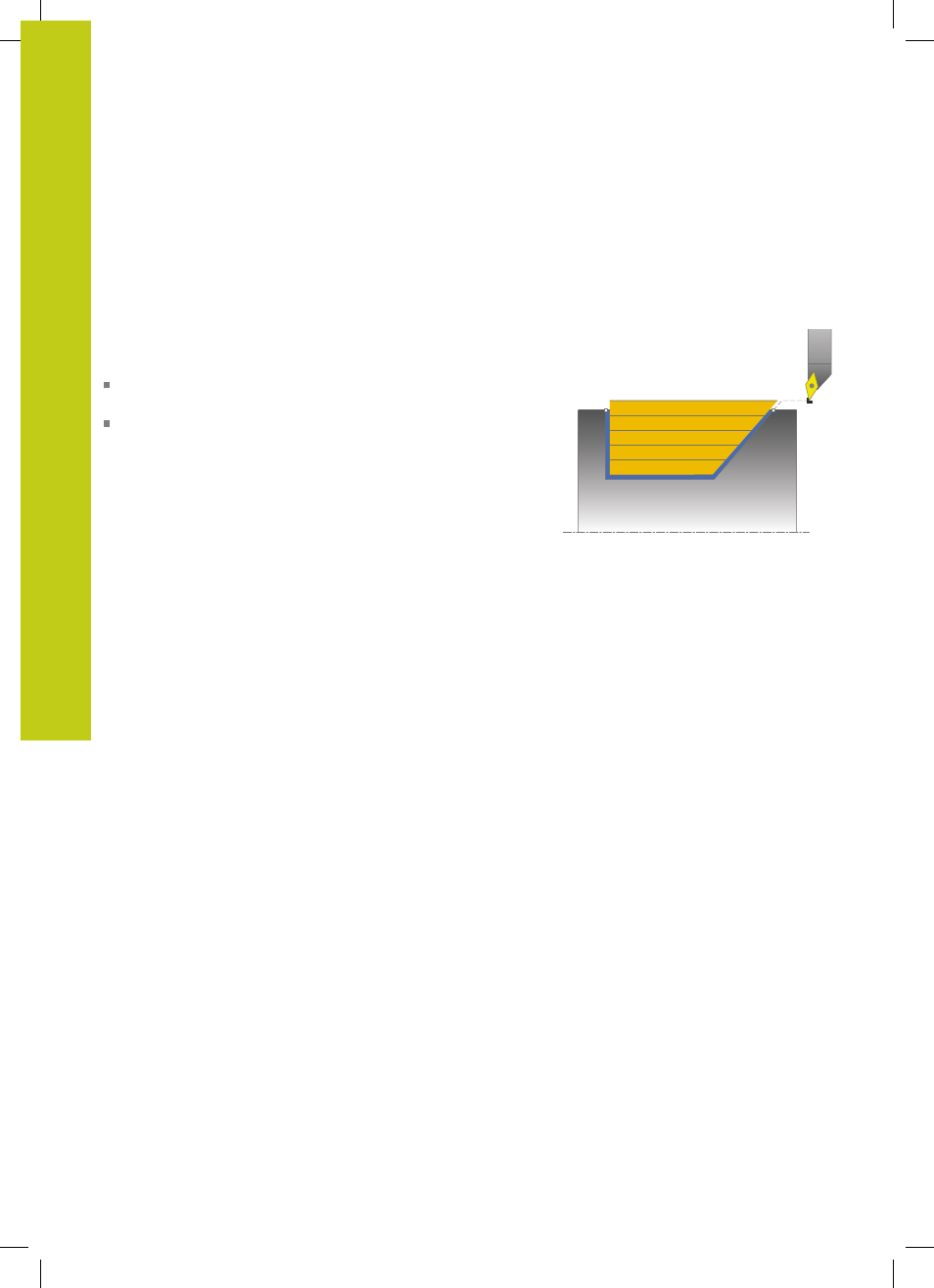
Realización del ciclo desbaste
Como punto inicial de ciclo, el TNC utiliza la posición de
herramienta en la llamada del ciclo. Si la coordenada Z del punto
inicial es más pequeña que
Q492 Z INICIO DE CONTORNO, el
TNC posiciona la herramienta en la coordenada Z a distancia de
seguridad e inicia el ciclo desde allí.
Dentro del ángulo de salida, el TNC realiza la aproximación con el
avance
Q478. Los movimientos de retirada se realizan cada vez por
la distancia de seguridad.
1 El TNC realiza un movimiento de aproximación paralelo al eje en
marcha rápida. El TNC calcula el valor de aproximación a base de
Q463 MAX. PROFUNDIDAD DE CORTE.
2 El TNC mecaniza la zona entre la posición inicial y el punto final
en dirección longitudinal con el avance definido
Q478.
3 El TNC retira la herramienta por el valor de aproximación con el
avance definido.
4 El TNC posiciona la herramienta al principio de corte en marcha
rápida.
5 El TNC repite este proceso (1 a 4) hasta que se ha alcanzado el
contorno acabado.
6 El TNC posiciona la herramienta al punto inicial del ciclo en
marcha rápida.