Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 494
Ciclos de palpación: Determinar puntos de referencia automáticamente
15.2 PUNTO DE REFERENCIA CENTRO DE RANURA (Ciclo 408, DIN/ISO:
G408)
15
494
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
Parámetros de ciclo
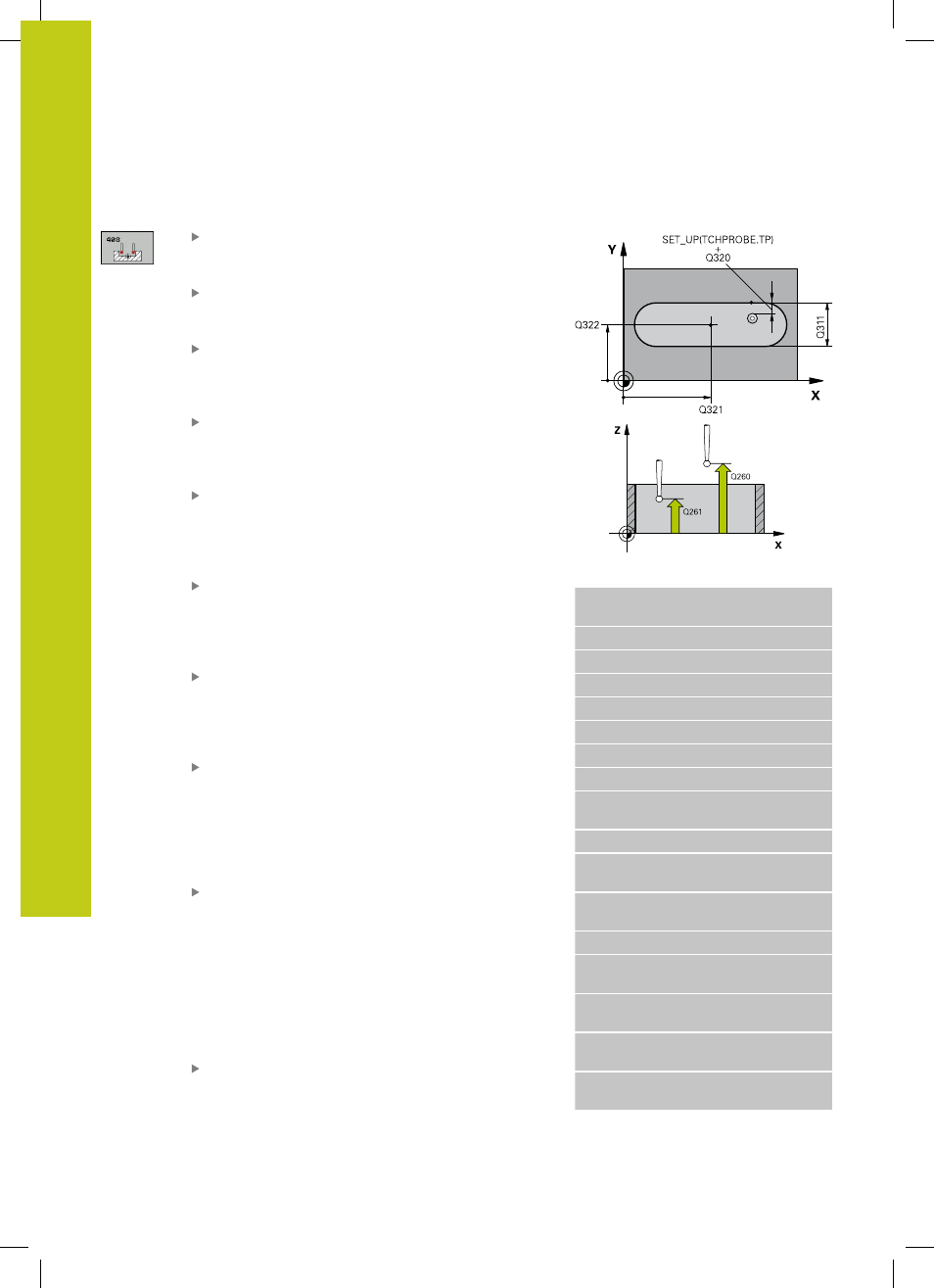
Centro 1er eje Q321 (valor absoluto): centro de la
ranura en el eje principal del plano de mecanizado.
Campo de introducción -99999,9999 a 99999,9999
Centro 2º eje Q322 (absoluto): centro de la ranura
en el eje auxiliar del plano de mecanizado. Campo
de introducción -99999,9999 a 99999,9999
Anchura de la ranura Q311 (valor incremental):
anchura de la ranura independiente de la posición en
el plano de mecanizado. Campo de introducción 0
hasta 99999,9999
Eje de medición Q272: Eje del plano de
mecanizado en el que debe tener lugar la medición:
1
: Eje principal = Eje de medición
2
: Eje auxiliar = Eje de medición
Altura de la medición en el eje del palpador
Q261 (valor absoluto): coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición. Campo
de introducción -99999,9999 a 99999,9999
Distancia de seguridad Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma a
SET_UP (tabla
del sistema de palpación). Campo de introducción 0
a 99999,9999
Altura de seguridad Q260 (valor absoluto):
coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador
y la pieza. Campo de introducción -99999,9999 a
99999,9999
Desplazamiento a altura de seguridad Q301:
determinar cómo se debe desplazar el palpador
entre los puntos de medición:
0
: desplazarse entre los puntos de medición a la
altura de medición
1
: desplazarse entre los puntos de medición a la
altura de seguridad
Número en la tabla Q305: indicar el número en la
tabla de cero piezas/tabla de presets, donde el TNC
debe memorizar las coordenadas del centro de la
ranura. En caso de Q303=1: Al introducir Q305=0,
el TNC fija la visualización automáticamente,
de forma que el nuevo punto de referencia se
encuentra en el centro de la ranura. En el caso de
Q303=0: Al introducir Q305=0, el TNC describe
la línea 0 de la tabla de cero piezas Campo de
introducción 0 a 99999
Nuevo punto de referencia Q405 (absoluto):
coordenada en el eje de medición en la que el
TNC debe fijar el centro de ranura determinado.
Ajuste básico = 0. Campo de entrada -99999,9999 a
99999,9999
Bloques NC
5 TCH PROBE 408 PTO. REF. CENTRO
DE RANURA
Q321=+50
;CENTRO 1ER EJE
Q322=+50
;CENTRO 2º EJE
Q311=25
;ANCHURA DE RANURA
Q272=1
;EJE DE MEDICIÓN
Q261=-5
;ALTURA DE MEDICIÓN
Q320=0
;DIST. DE SEGURIDAD
Q260=+20
;ALTURA SEGURA
Q301=0
;DESPLAZAR HASTA
ALTURA SEGURA
Q305=10
;Nº EN TABLA
Q405=+0
;PUNTO DE
REFERENCIA
Q303=+1
;TRANSFERENCIA DEL
VALOR DE MEDIDA
Q381=1
;PALPAR EJE PALPADOR
Q382=+85
;1ª COOR. PARA EJE DE
PALPADOR
Q383=+50
;2ª COOR. PARA EJE DE
PALPADOR
Q382=+0
;3ª COOR. PARA EJE DE
PALPADOR
Q333=+1
;PUNTO DE
REFERENCIA
- TNC 122 User Manual
- ND 286
- ND 282 B
- ND 282
- NPD 281
- ND 281 B
- ND 261
- ND 231 B
- ND 221
- ND 221 B
- ND 220
- NDP 560
- NDP 560
- ND 523
- ND 530
- ND 750 v.1
- ND 750 v.2
- ND 760 v.2
- ND 760 v.1
- ND 770 v.2
- ND 770 v.1
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 68894x-01 DIN Programming
- SW 54843x-01
- SW 68894x-03 DIN Programming
- SW 68894x-01
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 320 (77185x-01) ISO programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-01) smarT.NC Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) Touch Probe Cycles
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-04) Touch Probe Cycles
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-02) Pilot
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (34049x-08)
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) Cycle programming
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) ISO programming