Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 278
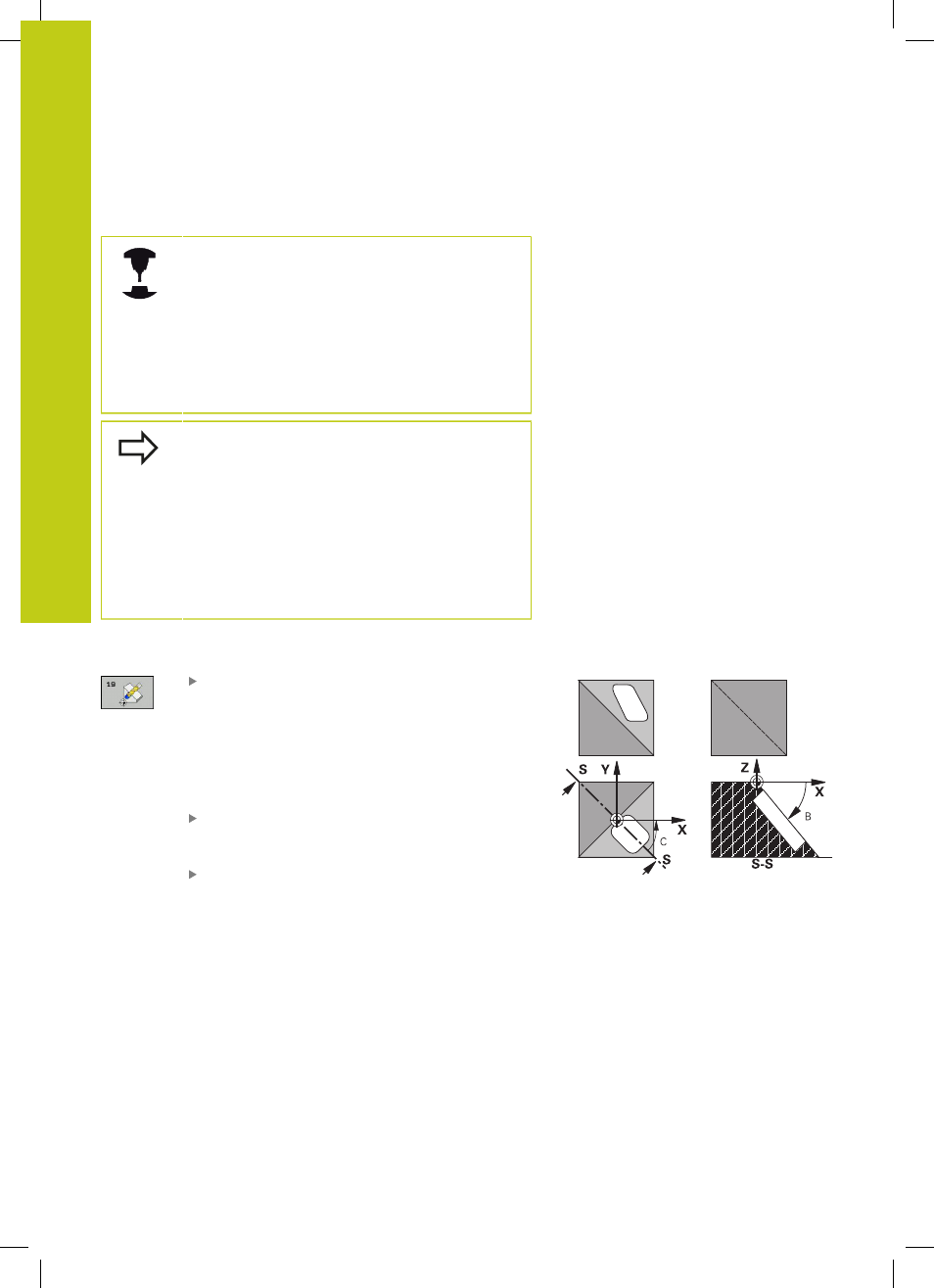
Ciclos: Conversiones de coordenadas
10.9
PLANO DE MECANIZADO (Ciclo 19, DIN/ISO: G80,
Opción de Software 1)
10
278
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
¡Tener en cuenta durante la programación!
El fabricante de la máquina ajusta las funciones
para la inclinación del plano de mecanizado al
TNC y a la máquina. En determinados cabezales
basculantes (mesas giratorias), el constructor de la
máquina determina si el TNC interpreta los ángulos
programados en el ciclo como coordenadas de los
ejes giratorios o como componentes angulares de un
plano inclinado.
Rogamos consulte el manual de la máquina.
Ya que los valores no programados de los ejes de
giro se interpretan casi siempre como valores no
modificados, se deben definir siempre los tres
ángulos espaciales, incluso cuando uno o varios
ángulos sean iguales a 0.
La inclinación del plano de mecanizado se realiza
siempre alrededor del punto cero activado.
Si utiliza el ciclo 19 con la función M120 activa, el
TNC anula automáticamente la corrección de radio y,
con ello, también la función M120.
Parámetros de ciclo
¿Eje y ángulo de giro?: Introducir el eje de
giro con su correspondiente ángulo de giro; los
ejes giratorios A, B y C se programan mediante
softkeys. Campo de introducción -360,000 a
360,000
Cuando el TNC posiciona automáticamente los ejes giratorios, se
pueden programar los siguientes parámetros
¿Avance? F=: Velocidad de desplazamiento del eje
giratorio en el posicionamiento automático. Campo
de introducción 0 a 99999.999
¿Distancia de seguridad?(valor incremental): El
TNC posiciona el cabezal basculante de forma
que no varíe demasiado la posición causada por la
prolongación de la herramienta según la distancia
de seguridad, en relación con la pieza. Campo de
introducción 0 a 99999,9999