Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 354
Ciclos: Tornear
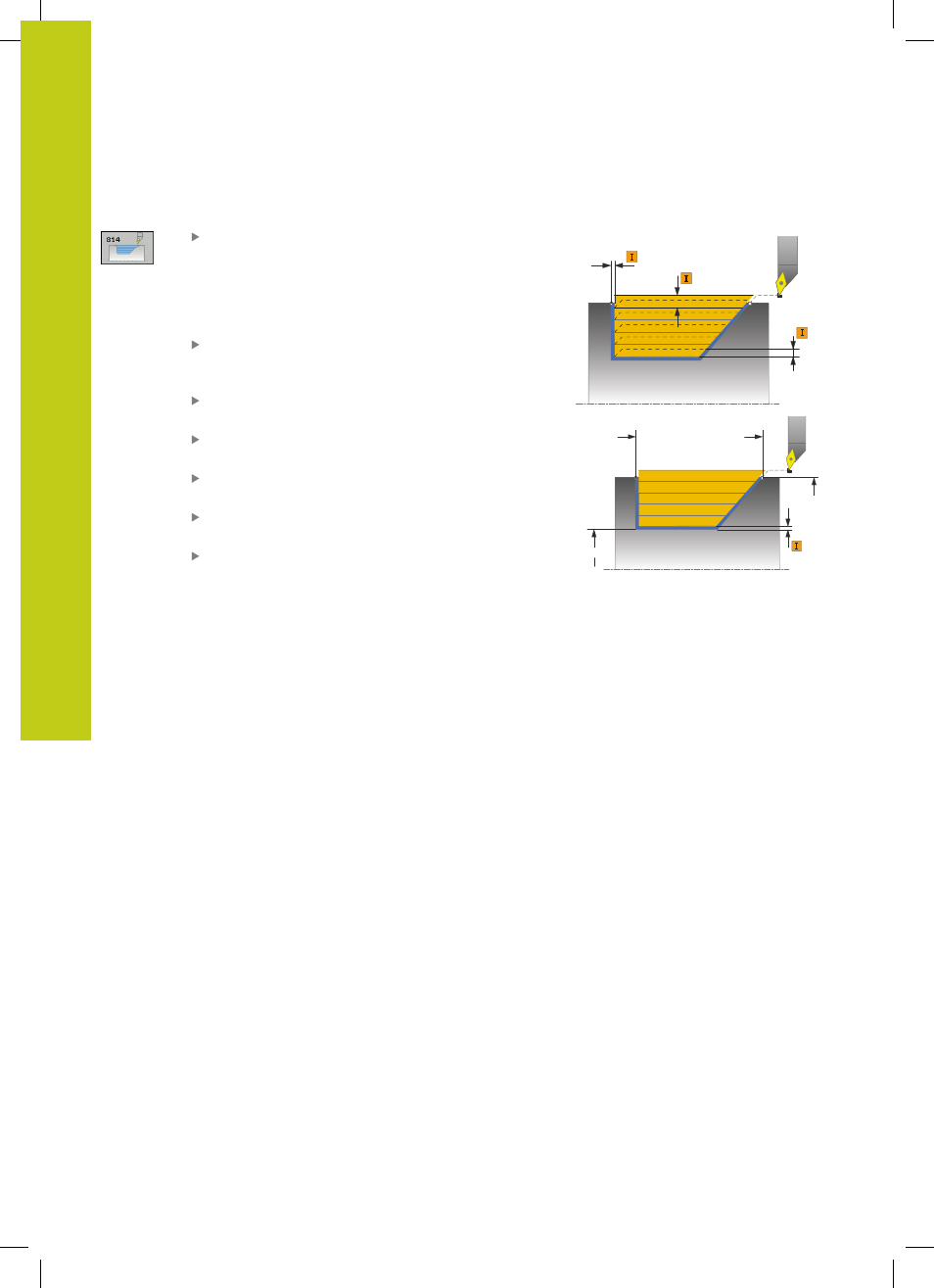
12.8 TORNEADO DE PROFUNDIZACIÓN AMPLIADO
LONGITUDINALMENTE
(Ciclo 814, DIN/ISO: G814)
12
354
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
Parámetros de ciclo
Volumen de mecanizado Q215: Fijar volumen de
mecanizado:
0
: Desbaste y acabado
1
: Solo desbaste
2
: Solo acabado a la dimensión final
3
: Solo acabado a la sobremedida
Distancia de seguridad Q460 (valor incremental):
distancia para movimiento de retirada y
preposicionamiento
Diámetro inicio de contorno Q491: coordenada X
del punto inicial de contorno (valor de diámetro)
Inicio de contorno Z Q492: coordenada Z del punto
inicial para el recorrido de profundización
Diámetro final de contorno Q493: coordenada X
del punto final de contorno (valor de diámetro)
Final de contorno Z Q494: coordenada Z del punto
final de contorno
Ángulo flanco Q495: ángulo del flanco
profundizando El ángulo de referencia es la vertical
al eje de giro.
Q460
Q463
Q484
Ø Q493
Ø Q491
Ø Q483
Q494
Q492