Variantes de mecanizado – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 300
Ciclos: Funciones especiales
11.6
TORNEADO POR INTERPOLACIÓN ACABADO DE CONTORNO (ciclo
292, DIN/ISO: G292, opción de software 96)
11
300
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
Variantes de mecanizado
Si se trabaja con el ciclo 292 se debe definir primeramente el
contorno de torneado deseado en un subprograma y remitir a
este contorno con ciclo 14 o SEL CONTOUR Describir el contorno
de torneado en la sección transversal de un cuerpo con simetría
de revolución Al hacerlo, se describe el contorno de torneado en
función del eje de la herramienta con las coordenadas siguientes:
Eje de la
herramienta
empleado
Coordenada axial
Coordenada radial
Z
Z
X
X
X
Y
Y
Y
Z
Ejemplo:
Si el eje de la herramienta empleado es el Z, programar
el contorno de torneado en la dirección axial en Z y el radio del
contorno en X.
Con este ciclo se puede ejecutar un mecanizado exterior y un
mecanizado interior. Algunas instrucciones del capítulo "Tener
en cuenta al programar" se clarifican a continuación. Además se
encuentra un ejemplo de programación en "Ejemplo Torneado por
interpolación ciclo 292", página 324
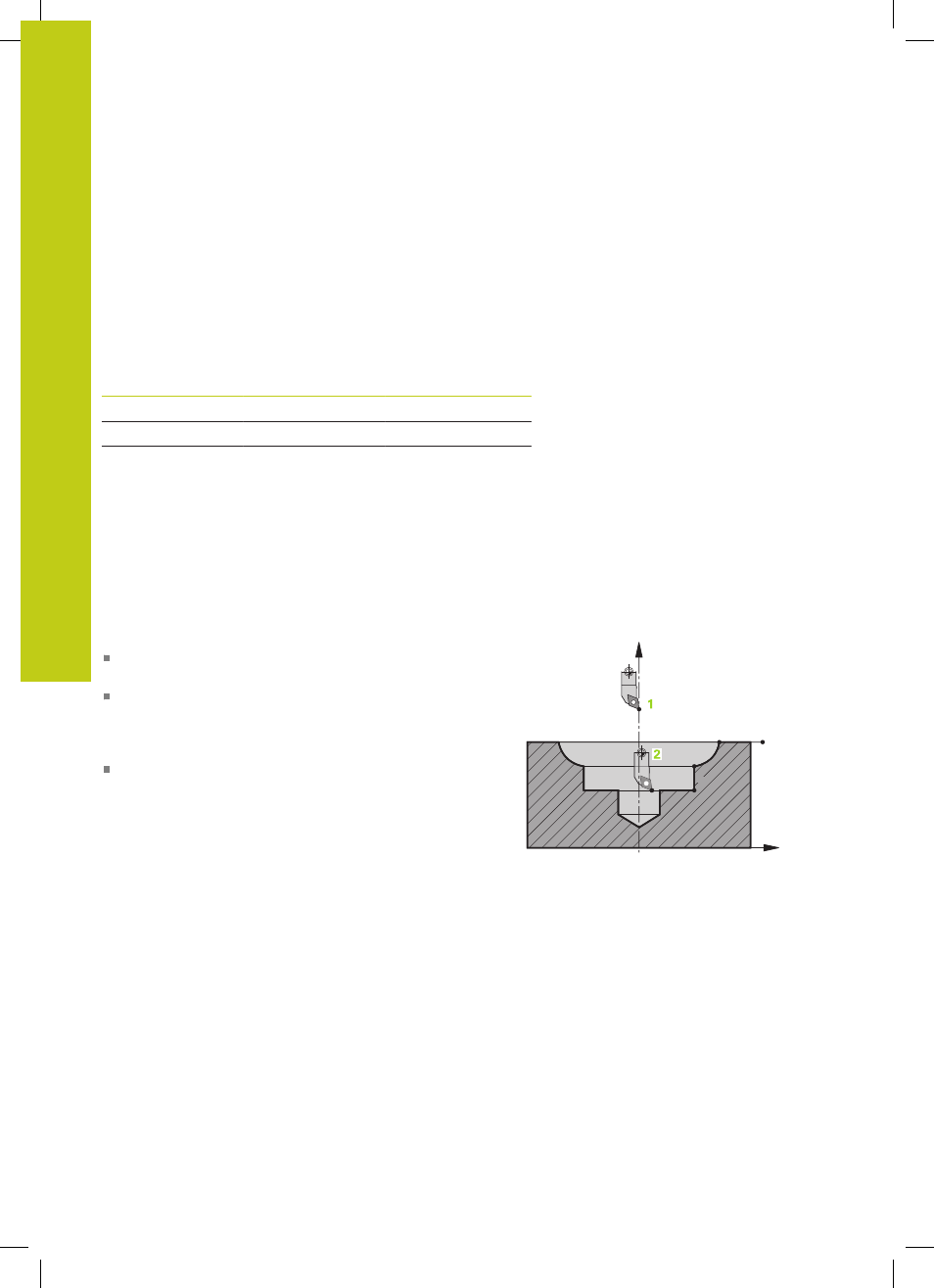
Mecanizado interior
El centro de rotación es la posición de la herramienta
en llamada del ciclo en el plano de mecanizado
1
A partir del inicio del ciclo, no se podrá mover
ni la plaquita de corte ni el centro del cabezal
en el centro de rotación.
Tenerlo en cuenta en la
descripción del contorno.
2
El contorno descrito no se prolonga automáticamente
lo equivalente a una distancia de seguridad. Una
prolongación del contorno se debe programar
en el subprograma. En la dirección del eje de la
herramienta, al comienzo del mecanizado el TNC se
posiciona en marcha rápida en el punto inicial del
contorno.
En el punto inicial del contorno no puede
haber material.
Tener en cuenta otros puntos en la programación del
contorno interior:
–
O bien programar coordenadas radial y axial
crecientes monótonas p. ej. 1-5
–
O bien programar coordenadas radial y axial
decrecientes monótonas p. ej. 5-1
–
Programar los contornos interiores con un radio
superior al radio de la herramienta.
1
3
4
5
2
Z
X