Efecto – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 277
PLANO DE MECANIZADO (Ciclo 19, DIN/ISO: G80,
Opción de Software 1)
10.9
10
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
277
10.9
PLANO DE MECANIZADO (Ciclo 19,
DIN/ISO: G80, Opción de Software 1)
Efecto
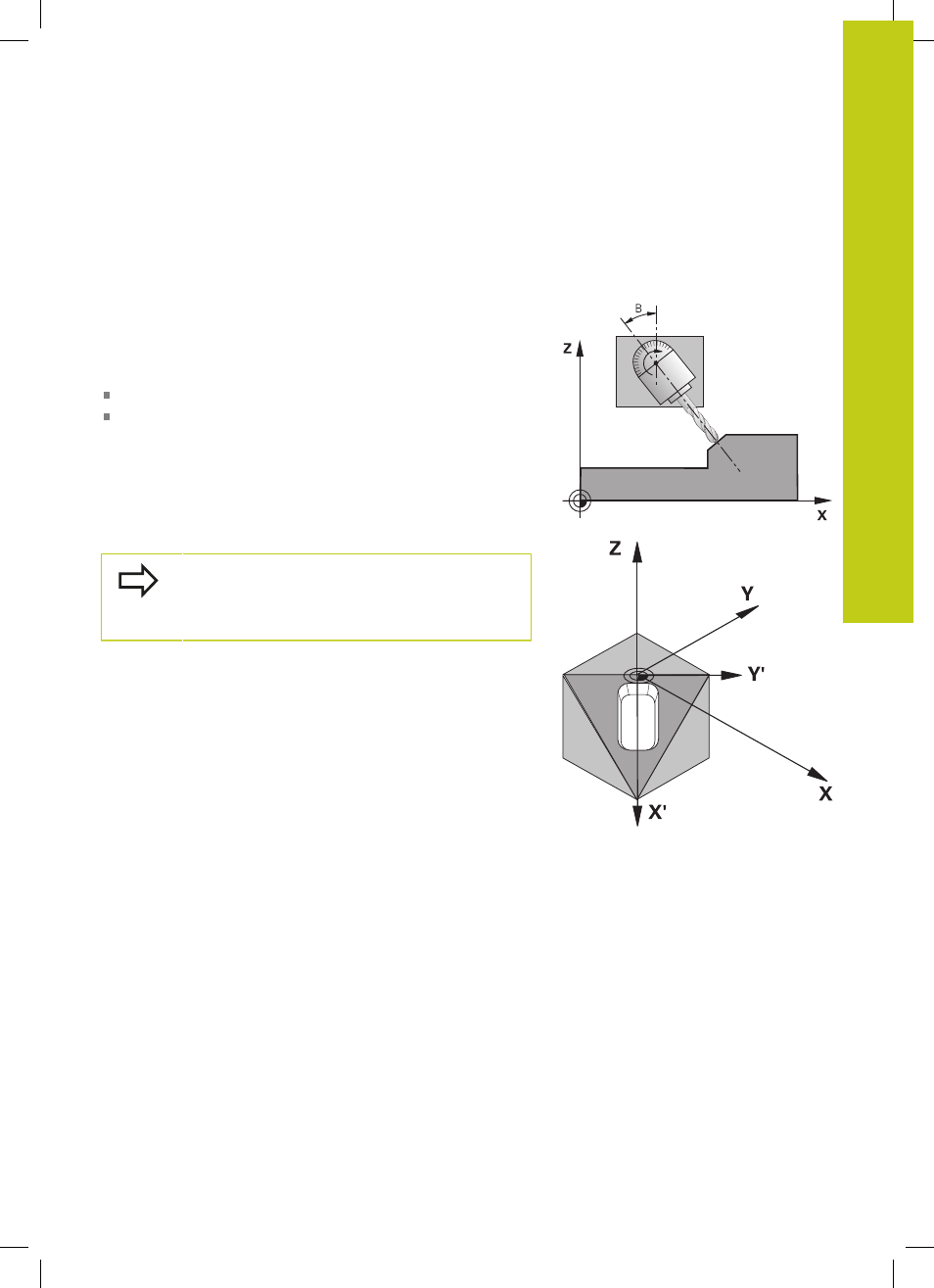
En el ciclo 19 se define la posición del plano de mecanizado -
corresponde a la posición en el eje de la hta. en relación al sistema
de coordenadas fijo de la máquina - mediante la introducción de
ángulos basculantes. La posición del plano de mecanizado se
puede determinar de dos formas:
Programando directamente la posición de los ejes basculantes
Describir la posición del plano de mecanizado mediante un
total de hasta tres giros (ángulo en el espacio) del sistema de
coordenadas
fijo de la máquina
. El ángulo en el espacio a
programar se obtiene, realizando un corte perpendicular a través
del plano de mecanizado inclinado y observando el corte desde
el eje alrededor del cual se quiere bascular. Con dos ángulos en
el espacio queda claramente definida cualquier posición de la
hta. en el espacio
Debe tenerse en cuenta, que la posición del
sistema de coordenadas inclinado y de esta forma
también los desplazamientos en el sistema inclinado
dependen de como se describa el plano inclinado.
Cuando se programa la posición del plano de mecanizado mediante
un ángulo en el espacio, el TNC calcula automáticamente las
posiciones angulares necesarias de los ejes de giro y memoriza
dichas posiciones en los parámetros Q120 (eje A) a Q122 (eje C).
Si hay dos soluciones posibles, el TNC selecciona - partiendo de la
posición cero de los ejes giratorios - el camino más corto.
La secuencia de los giros para el cálculo de la posición del plano
está determinada: El TNC gira primero el eje A, después el eje B y
a continuación el eje C.
El ciclo G80 se activa a partir de su definición en el programa. Tan
pronto como se desplaza un eje en el sistema inclinado, se activa
la corrección para dicho eje. Si se quiere calcular la corrección en
todos los ejes se deberán desplazar todos los ejes.
Si se ha fijado la función
Inclinación de la ejecución del programa
en
Activo en el modo de funcionamiento manual, el valor angular
introducido en dicho menú se sobrescribe con el ciclo 19 PLANO
DE MECANIZADO.