Desarrollo del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 234
Ciclos de mecanizado: Superficies cilíndricas
8.3
SUPERFICIE CILÍNDRICA Fresado de ranura (Ciclo 28, DIN/ISO:
G128, opción de software 1)
8
234
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
8.3
SUPERFICIE CILÍNDRICA Fresado
de ranura (Ciclo 28, DIN/ISO: G128,
opción de software 1)
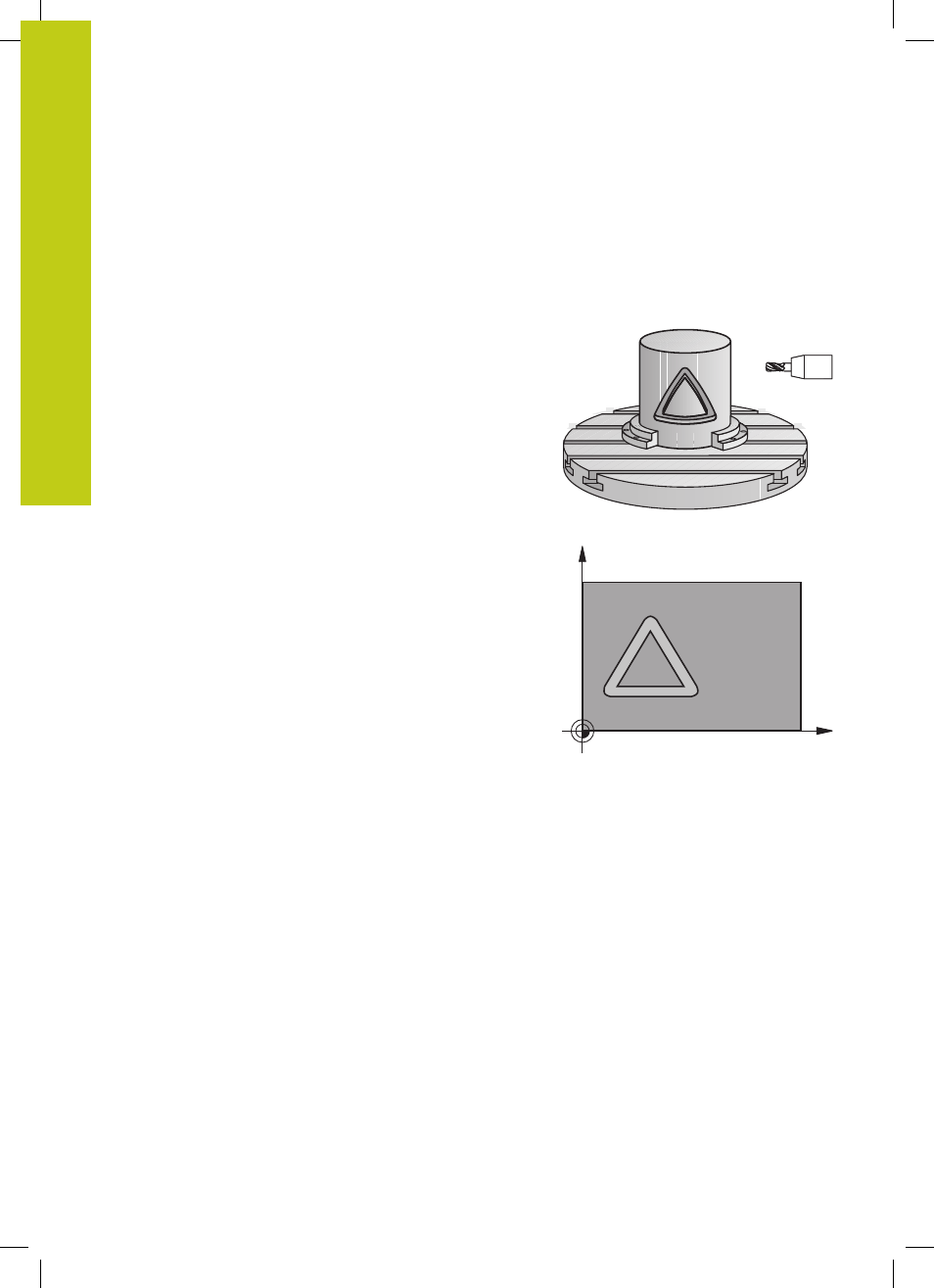
Desarrollo del ciclo
Con este ciclo se puede transferir a la superficie de un cilindro una
ranura de guía definida en el desarrollo. Al contrario que en el ciclo
27, en este ciclo el TNC posiciona la hta. de tal forma que cuando
está activada la corrección de radio las paredes se mecanizan
paralelas entre si. Obtendrá un recorrido con paredes exactamente
paralelas cuando utilice una herramienta con un diámetro exacto al
ancho de la ranura.
Mientras menor sea la herramienta en relación al ancho de ranura,
mayores distorsiones existirán en trayectorias circulares y en rectas
oblicuas. Para minimizar estas distorsiones condicionadas por el
proceso, se puede definir el parámetro Q21. Este parámetro indica
la tolerancia con la que el TNC aproxima la ranura a realizar a una
ranura que se ha realizado con una herramienta cuyo diámetro
corresponde a la anchura de ranura.
Programar la trayectoria de punto medio del contorno introduciendo
la corrección de radio de la herramienta. Mediante la corrección del
radio se fija si el TNC crea la ranura en sentido de la marcha o en
sentido contrario a la marcha.
1 El TNC posiciona la hta. sobre el punto de profundización:
2 El TNC desplaza la herramienta verticalmente hasta el primer
paso de profundización. El proceso de aproximación tiene lugar
tangencialmente o sobre una recta con avance de fresado
Q12. El proceso de aproximación depende del parámetro
ConfigDatum CfgGeoCycle apprDepCylWall
3 En el primer paso de profundización, la herramienta fresa con
el avance de fresado Q12 a lo largo de la pared de la ranura;
teniéndose en cuenta la sobremedida de acabado lateral
4 Al final del contorno, el TNC desplaza la hta. a la pared contraria
de la ranura y retrocede al punto de profundización.
5 Se repiten los pasos 2 y 3, hasta alcanzar la profundidad de
fresado Q1 programada.
6 Si se ha definido la tolerancia Q21, el TNC ejecuta el
mecanizado de repaso a fin de obtener las paredes de ranura lo
más paralelas que sea posible.
7 Finalmente, la herramienta retrocede en el eje de la herramienta
hasta la altura segura o hasta la última posición programada
antes del ciclo Depende de parámetros ConfigDatum,
CfgGeoCycle, posAfterContPocket.
Y (Z)
X (C)