Desarrollo del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 628
Ciclos de palpación: Medir cinemática automáticamente
18.5
COMPENSACIÓN DE PRESET (Ciclo 452, DIN/ISO: G452, Opción)
18
628
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
18.5
COMPENSACIÓN DE PRESET (Ciclo
452, DIN/ISO: G452, Opción)
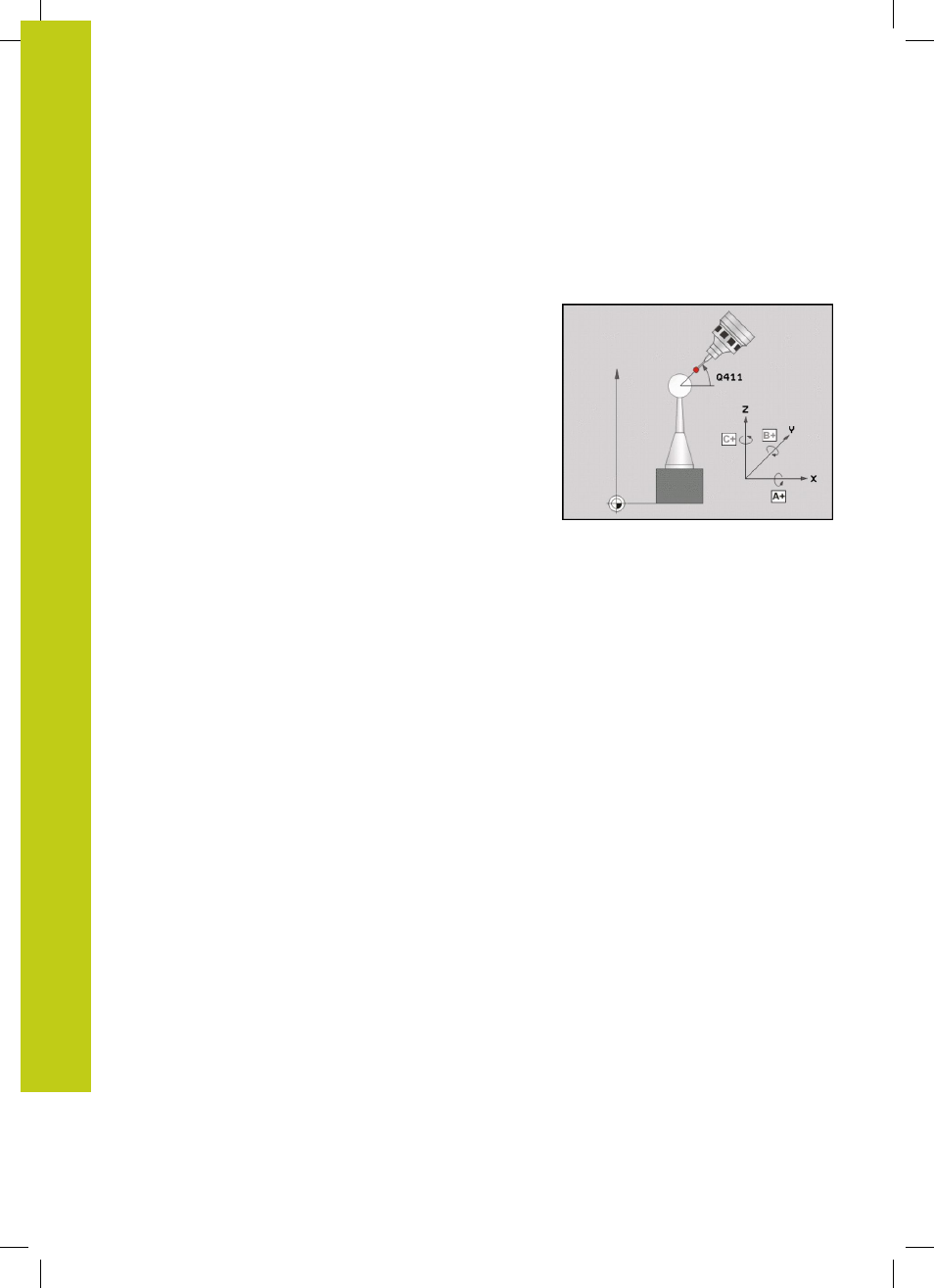
Desarrollo del ciclo
Con el ciclo de palpación 452 es posible optimizar la cadena
de transformación cinemática de su máquina (ver "MEDIR LA
CINEMÁTICA (Ciclo 451, DIN/ISO: G451, Opción)", página 614).
A continuación, el TNC corrige el sistema de coordenadas de
pieza también en el modelo cinemático para que el preset actual
después de la optimización se encuentra en el centro de la bola de
calibración.
Con este ciclo, por ejemplo, se pueden ajustar entre sí los
cabezales cambiables.
1 Fijar la bola de calibración
2 Medir completamente el cabezal de referencia con el ciclo 451
y, a continuación, situar el preset en el centro de la bola con el
ciclo 451
3 Entrar el segundo cabezal
4 Medir el cabezal cambiable con el ciclo 452 hasta el interface de
cambio de cabezal
5 Adaptar más cabezales cambiables con el ciclo 452 al cabezal
de referencia
Si durante el mecanizado la bola de calibración puede quedarse
fijada en la bancada de la máquina, podrá compensar, por ejemplo,
un Drift de la máquina. Este proceso también es posible en una
máquina sin ejes giratorios.
1 Fijar la bola de calibración, prestar atención a la ausencia de
colisión
2 Establecer el preset en la bola de calibración
3 Establecer el preset en la pieza e iniciar el mecanizado de la
pieza
4 Con el ciclo 452, en intervalos regulares realizar la
compensación de preset. Con ello, el TNC registra el Drift de los
ejes involucrados y lo corrige dentro de la cinemática